研究方法
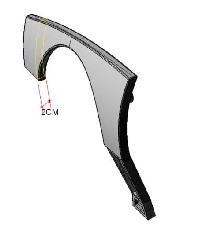
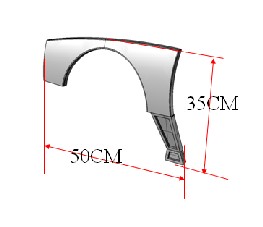
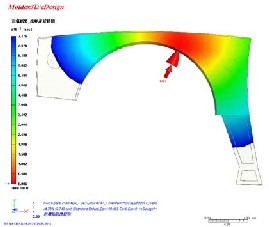
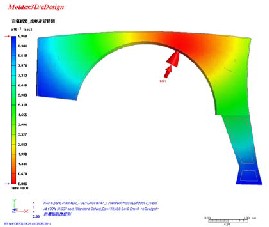
一、案例简介 产品说明:本研究采用之车内装饰板为一带有曲面之产品,如图 1、图 2 所示。模型尺寸为:主要厚 度:2mm 长:50 mm 宽:35 mm 凹槽:内挖 0.5cm 进浇方式:使用冷浇道单点进浇。
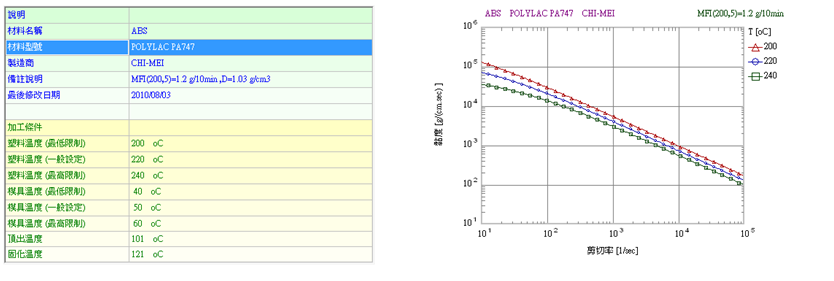
图 1、CAE 分析设计图 图 2、产品厚度 二、实验用材料及射出机台 本研究之车用装饰板使用 CHI-MEI 所生产的 ABS 为实验材料,型号为 POLYLAC PA747,材料性质 与特性图如图 3、图 4 所示。 使用之射出机台为 HWA CHI 制造之机台,型号为 NHC-450-M,机台规格表如图 5 所示。
图 3、ABS-PA747 材料性质 图 4、ABS 黏度特性 三、加工条件
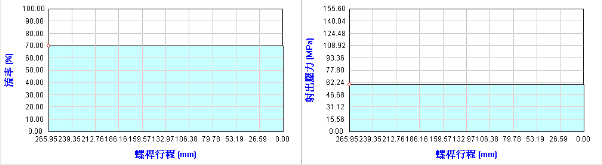
图 5、射出机台规格 首先采用 CAE 之计算机试模进行充填分析,测试出一组较适当之参数为分析基准值,观察重点为充 填结果是否达到完整充填、剪切率是否会过大、有无过保压之现象发生等做为加工参数设定的选择依 据。 经过计算机试模后选定之参数条件为保压压力 80%、保压时间 5 秒、流率 70%、射出压力 60MPa、 料温 220℃、模温 50℃。参数条件之设定如图 6~9 所示。
图 6、流率设置 图 7、射出压力设置
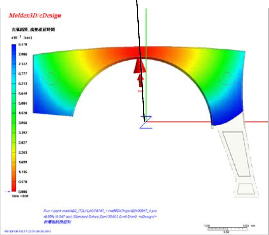
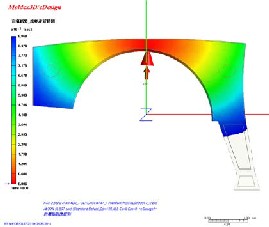
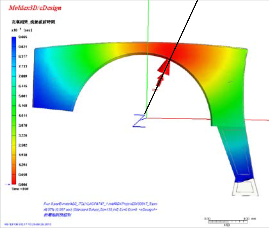
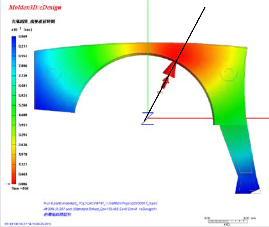
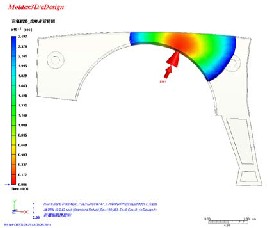
图 8、保压压力设置 图 9、料温及模温设置 实验步骤 一、进浇口选择 本实验模型采用单点进浇型式,故分析时主要注重于进浇点在充填过程中对于产品的流动平衡指 数,流动平衡指数愈高代表充填结束时产品即整个充饱,这样能有效的使保压作用时是使整个产品都 在进行保压动作,若流动平衡较差会形成一侧已充满而另一侧还没充满,造成未充满部份保压效果的 差异,进而导致整体产品的变形量变化。 因此在进浇口的选择方面以产品中心为基准,偏差角度 5°向左右偏移,取六个不同的进浇点做为 选择依据,经充填流动分析后观察流动波前结果,可以发现不同角度的进浇点所产生的流动是不相同 的,各进浇点的流动平衡指数如图 10~15 所示,再此六种位置的进浇口中以浇口六的流动平衡指数 99%为最高,因此进浇口的选择方面即以浇口六做为进浇点位置,其充填流动波前如图 16~19 所示。 流动平衡指数为充填阶段观察流动波前塑料流动的情形,当产品有一边塑料充填完成而另一边还未完 成充填则为流动不平衡,本篇文章之流动平衡指数取自当产品某一边塑料充填完成后其流动波前的时 间做为流动平衡的数据。 偏移Y轴-5°
图10:浇口一流动平衡85% 图11:浇口二流动平衡90% 偏移Y轴+5° 偏移Y轴+10° 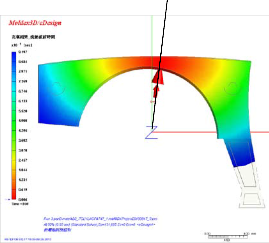 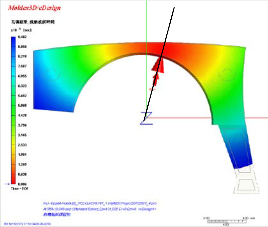 图12:浇口三流动平衡92% 图13:浇口四流动平衡95% 偏移Y轴+15° 偏移Y轴+20°
图14:浇口五流动平衡97% 图15:浇口六流动平衡99%
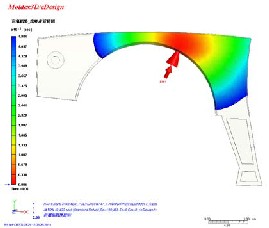
图16:浇口六流动波前25% 图17:浇口六流动波前50%
图 18:浇口六流动波前 75% 图 19:浇口六流动波前 100% 二、田口质量实验设计 使用 CAE 计算机试模进行充填、保压、翘曲求得一组适当之制程参数,以默认值为第一次计算机试 模分析后观察分析结果,在进行参数的修正来取得较合适的参数。本研究在此处使用田口质量实验设 计方法来求得最佳之制程参数。 因主要探讨之质量特性为产品的翘曲变形量,故希望翘曲变形量愈小愈好,所以采用田口实验法 中之望小特性(Smaller-the-Better)为设计准则,望小特性为使特性值愈小愈好的质量特性,其计算之公 式如下:
使用田口质量实验设计方法中之 L9 直交表进行实验规划。选择 A.保压压力、B.流率、C.料温、 D.模温四项为此实验之控制因子,且皆为三水平设计,水平及控制因子表如表 1 所示。原始设计参数 为保压压力 80%、流率 70%、料温 220℃、模温 50℃,将此四个控制因子代入至 L9 直交表中即可得 到 9 组实验参数,L9 实验参数表如表 2 所示。将 L9 直交表之各组实验数据分析完成后,从翘曲分析 结果将各实验组别之总位移变形平均值和标准偏差值纪录下来,如表 3 所示。再利用田口质量特性之 望小特性计算出各实验组别之总位移翘曲变形量的噪声比(S/N),将计算出来之噪声比(S/N)制作成 S/N 比回应表,如表 4 所示。 因噪声比(S/N)其特性为值愈大是愈好的,故能够从 S/N 比响应表中得到一组最佳的制程参数,此 最佳组别并不在 L9 直交表的参数中,故需将此最佳参数组别进行验证实验以确认是否符合所要求之 特性,若不符合则必须重新调配因子水平表。 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2024 www.iCAx.org