11.1.2 充填分析的工艺参数
11.1.2 充填分析的工艺参数 充填分析类型涉及的工艺参数比较多。这些参数的设置主要集中在【工艺设置向导-充填设置】对话框和【充填分析高级选项】对话框中。下面依次讲解这些参数设置。 1.【工艺设置向导-充填设置】对话框的工艺参数 下面分别介绍相关工艺参数。 模具表面温度:默认值是系统根据选择的材料特性参数推荐,也可以按实际进行设置。 熔体温度:料温,默认值是系统根据选择的材料特性参数推荐的,也可以按实际进行设置。 充填控制:熔体开始注射到填满整个模腔过程的控制方式。在充填控制中,用户可以选择自动、注塑时间、流动速率、相对螺杆速度曲线、绝对螺杆速度曲线和原有螺杆速度曲线(旧版本)作为对充填进行控制的方式。 例如,如果在图11.8中选择注塑时间作为控制变量方式,右侧会出现文本框,要求用户输入充填第几秒钟进行控制;如果在图11.8中选择流动速率作为控制方式,右侧会出现文本框,要求用户输入充填的体积流率进行控制。结果选择任一种螺杆速度曲线作为控制方式,都还有很多子控制方式。如果在进行分析时,对制件成型掌握的信息不够多,就按照AMI的默认选项“自动”进行充填分析。采用实际生产中常用的“相对螺杆速度曲线”这种控制方式。 在充填阶段,首先需要对注塑机的螺杆进行速度控制,等充填到了某个状态之后,将速度控制转变为压力控制,因此就需要对速度和压力控制的转换点进行设置。AMI提供了9种“速度/压力切换”控制方式,即自动、由%充填体积、由螺杆位置、由注塑压力、由液压压力、由锁模力、由压力控制点、由注塑时间和由任一条件满足时。 AMI的“速度/压力切换”控制方式的选项为自动。实际生产中,通常采用通过“由%充填体积”控制方式设置“速度/压力转换”控制点。 关于“保压控制”选项的设置,在下一章流动分析的参数设置中详细介绍。 2.【充填+保压分析高级选项】对话框的参数 在图11.9中有一个“高级选项”,可以设置相关参数应用AMI指导实际生产的,也可以输入实际生产中的参数来进行可行性分析。这个高级设置在AMI中的常规分析中就可以进行,采用的是AMI的默认值。选项包括成型材料、工艺控制器、注塑机、模具材料和求解器参数。每一个选项后面都有:“编辑”和“选择”两个按钮,分别是用来选择相关选项和编辑相关选项下的参数。 “成型材料”选择的操作与前面选择材料时操作材料数据库的使用方法一样,这里就不用进行介绍。 工艺控制参数设置对话框如图11.14所示。工艺控制参数设置中包括了相关分析中涉及的各种控制参数。例如,充填分析中包括的“充填控制”和“速度/压力切换”都可以在这个对话框中进行参数设置。对于不同的分析类型,该对话框包括的内容也会发生相应的改变。 高级设置中的第3项是“注塑机”选项,用于设置相关的注塑机参数,如果用户选择或者创建与实际生产机械参数一致的机型,就可以获得更为准确的CAE模拟分析结果。在AMI中提供了相关的注塑机参数数据库。用户可以对其数据进行添加、修改等操作。 注塑机的机械参数分为3个部分,即注塑单元、液压单元和锁模单元。还有一项信息列出了注塑机的商业信息。注塑机参数如图11.12所示。 注塑机的大部分信息已经存在于AMI的注塑机数据库中,但是由于某些信息与AMI中的分析密切相关,因此必须根据实际的成型注塑机设置参数才能进行正确的分析计算。例如,流道平衡分析、应力分析等。 模具材料的大部分信息已经存在于AMI的模具材料数据库中,根据实际的成型模具材料设置参数才能进行准确的分析计算。用户可以对其数据进行添加、修改等操作。在图11.10中,单击【模具材料】选项下的【编辑】按钮,弹出【模具材料】对话框,如图11.18所示。模具材料参数是指模具的实际采用材料的相关参数,如模具材料的密度、比热容、热传递性能和相关机械参数等。
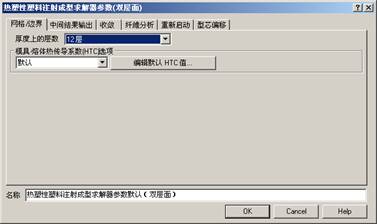
图11.18 【模具材料】对话框 在图11.10中,单击【求解器参数】选项下的【编辑】按钮,弹出【热塑性塑料注射成型求解器参数(双层面)】对话框,如图11.19所示。求解器参数列出了详细的分析参数。从图11.19的对话框可以看出在进行分析时,将制件厚度方向上分为12层。
图11.19 【热塑性塑料注射成型求解器参数(双层面)】对话框 |