5 蒙皮拉伸成形有限元仿真
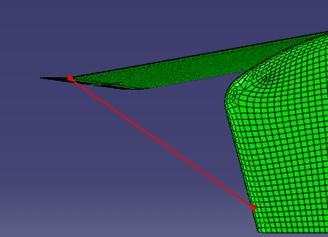
5 蒙皮拉伸成形有限元仿真 考虑到蒙皮拉伸工艺与拉形设备密切相连,本论文参考了成飞公司某蒙皮数控拉形机的运动特点建立有限元仿真模型。在建模过程中,简化了拉形设备,主要通过控制夹钳区域的运动轨迹来实现蒙皮拉伸工艺过程。为了更贴近实际效果,本论文采用了基于位移控制的成形过程,根据蒙皮拉伸的实际成形工艺也分为三个阶段: 1) 预拉伸——模具保持不动,左、右夹钳夹住板料,分别水平向外拉伸一定的量,使得板料进入屈服状态。 2) 包覆——该阶段在实际操作过程中应当满足三个方面的要求:a) 使模具上顶,使板料包覆模面;b) 令夹钳绕拉伸筒缸端面中心旋转,始终保持夹钳的拉伸方向与模面相切;c) 保持对板料的拉伸力,且拉伸力大小与预拉伸阶段中的板料屈服应力直接相关。 3) 补拉伸——模具保持不动,左、右夹钳沿包覆阶段结束后模具与板料的切线方向进行定量拉伸,实现进一步塑性变形,并完全和模具贴合。 5.1 模拟成形步骤 Abaqus将成形数值模拟过程分为了部件、属性、装配、分析步、相互作用、载荷、网格、作业、可视化、草图10个模块。对于蒙皮拉伸而言,主要有以下几个步骤: ① 在部件模块中导入实体,即板料与模具,并建立它们的壳单元; ② 在属性模块中为板料定义材料属性,并指定模具为离散刚体; ③ 在装配模块中将导入的实体按照实际成形位置摆放好,并建立相应的坐标系; ④ 在分析步模块中创建分析步及场输出条件; ⑤ 在相互作用模块中创建相互作用及约束; ⑥ 在载荷模块中为每个实体建立边界条件,并创建相应的载荷; ⑦ 在网格模块中为每个实体分别划分网格; ⑧ 建立并提交作业。 其中,蒙皮拉伸数值模拟的板料所采用的材料是O态Al-2024,其主要参数如下所示: 杨氏模量 泊松比 屈服强度 材料常数 强化系数 73GPa 0.33 68MPa 443MPa 0.254 5.2 加载轨迹研究 在上述的成形步骤中,边界条件的设置是极为关键的,它主要包括控制模具和板料的运动及摩擦。对于蒙皮拉伸数值模拟来说,其边界条件的主要作用对象是夹钳区域的加载轨迹,加载轨迹的优劣直接影响到数值模拟的好坏。 根据蒙皮拉伸的实际成形工艺的三个阶段,在Abaqus有限元仿真过程中通常被简化为两个阶段,其中将实际成形工艺过程中的包覆阶段分属于预拉伸和拉伸阶段,并始终保持模具不动,只依靠夹钳区域的运动轨迹带动板料做相对运动,即: 1) 预拉伸——模具保持不动,左、右夹钳夹住板料,分别同时水平向外并垂直向下拉伸一定的量,使得板料进入屈服状态并基本包覆模面。 2) 拉伸——模具依然保持不动,令夹钳绕拉伸筒缸端面中心旋转,始终保持夹钳的拉伸方向与模面相切,并保持对板料的拉伸力。 其中,在拉伸阶段,夹钳区域的加载轨迹通常选择为直线,这么做的好处是加载轨迹的路径容易确定,对于模面曲率较小且模具侧面不需要贴模的情况,该方法的数值模拟过程及结果都较为真实。但是,对于模具侧面也需要部分贴模的情况,该方法的弊端就显现出来了。本论文按照传统加载轨迹和改进后的加载轨迹分别进行了数值模拟,通过对比两种加载轨迹的仿真过程及结果,证实了改进后的加载轨迹使得蒙皮拉伸数值模拟过程更加真实,且结果更加可靠。 5.2.1 传统加载轨迹 传统加载轨迹为直线加载,该直线为预拉伸阶段结束时的夹钳区域到拉伸阶段结束后贴模状态时的两点连线,如图5所示。
图5 直线加载轨迹 显然,按照这种直线加载轨迹进行拉伸,无法保证夹钳对板料始终保持拉伸力,如图6、7所示。
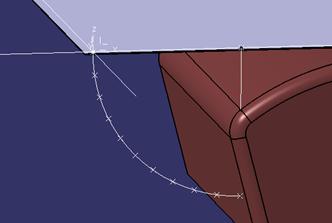
图6、7 直线加载拉伸过程 可以看到,为了使板料与模具侧面贴合,加载轨迹的直线与板料平面的夹角<90°,这就意味着夹钳区域的加载方向与板料所受拉伸力的方向相反,因此,板料无法始终保持处于拉伸状态,其结果就是板料松弛、顶部突起。虽然随着加载的进行,板料最终有可能贴合模具,但该数值模拟已经失真,其过程及结果无法令人信服,失去了有限元仿真的意义。 5.2.2 改进加载轨迹 针对上述出现的问题,为了使板料始终保持拉伸状态,应当使夹钳区域的拉伸力始终与板料的运动方向保持垂直,即使夹钳区域的加载轨迹始终与板料的运动方向相切,亦即使夹钳区域的加载轨迹近似为板料的运动轨迹。 从实际的蒙皮拉伸过程中不难看出,蒙皮在夹钳的带动下始终保持拉伸状态,其运动轨迹可以近似为一段圆弧,且该圆弧从预拉伸状态结束时夹钳区域所在位置开始,到板料与模具侧面贴合时结束。 该段圆弧的圆心实际上为板料在拉伸阶段运动时的“转动轴”,而该“转动轴”可以近似为模具两侧的倒角区域,其圆心角≈90°,半径为倒角区域与板料预拉伸状态后的边界之间的距离,通常按照经验,取板料长度的5%作为预拉伸状态后的变形量,如图8所示。
图8 改进加载轨迹 按照改进后的加载轨迹,在Abaqus的载荷模块中分别建立对于x方向与z方向的幅值曲线表,即可使夹钳区域按照该圆弧加载轨迹进行运动,其主要参数如下所示:  可以看出,从预拉伸阶段到拉伸阶段,板料始终保持拉伸状态,且运动轨迹较为逼真,仿真过程及结果都符合要求,如图9、10、11所示。
图9 改进加载轨迹后的预拉伸阶段  图10 改进加载轨迹后的拉伸阶段  图11 改进加载轨迹后的贴模状态 由此,我们不难看出,在模面曲率较大且模具侧面需要贴合的蒙皮拉伸成形过程中,夹钳区域的加载轨迹需要尽量符合实际情况,确保板料在拉伸阶段始终保持受力状态。本论文中的改进加载轨迹针对这一情况取得了令人满意的结果。 6 结束语 采用传统的直线加载轨迹对夹钳区域进行加载对某些特殊情况并不适用,虽然数值模拟的结果可能与实际情况相近,但其过程则很可能与事实相违背。本论文针对模面曲率较大且模具侧面需要贴合的特殊情况,提出了以圆弧为近似加载轨迹取代直线加载轨迹的方法,取得了良好的效果,从而为飞机蒙皮拉伸成形工艺的设计与分析提供了新的思路。随着数字化制造技术的不断发展,利用CAE软件对钣金成形过程进行数值模拟必将成为大势所趋。 参考文献 [1] 何德华, 李东升, 王丽丽. 基于拉包工艺的飞机蒙皮加载轨迹优化研究[M]. China PAM 2008论文集, 2008: 22~28. [2] 张彦敏. 飞机蒙皮拉伸成形工艺优化研究[D]. 北京航空航天大学, 2007. [3] 李小强. 铝合金薄壁件数控拉伸成形工艺仿真关键技术研究[D]. 北京航空航天大学, 2008. [4] 白笛, 周贤宾, 李东升. 飞机复杂蒙皮拉形数值模拟系统开发及关键技术研究[J]. 航空学报, 2004, 25(6): 606~610. [5] Arild H Clausen, Odd S Hopperstad, Mangnus Langseth. Stretch bending of aluminum extrusions for car bumpers[J]. Journal of Materials Processing Technology. 2000, 102: 241~248. [6] Parris A. Precision stretch forming of metal for precision assembly[D]. Department of Mechanical Engineering, MIT, 1996. [7] Abaqus V6.8 HTML Documentation. |