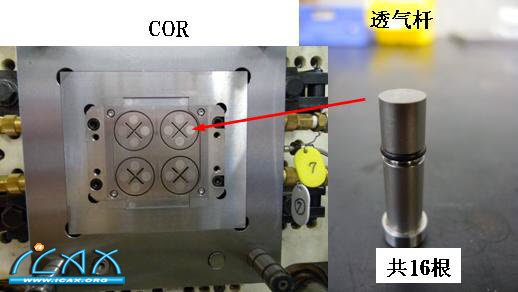
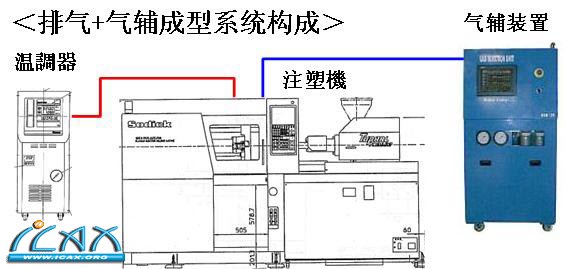
五、具透气功能模具零件之案例 【事例】多孔质表面层 模内排气和气辅通路金属粉末镭射造型复合加工技术所具有的加工柔性,使其不但可以在模具内部构筑起任意形状的异型水路,还可以通过镭射控制金属粉末的熔化程度,以求达到控制造型零件致密度的效果。利用这一技术,就可以在模具的任选位置上构造出具有稀松致密度的多孔质层,用于排除模内困气。甚至可以用作为气辅成型时的腔内进气部位。图7 就显示了一种具多孔质表面层的透气杆被装入模腔内,用于模内排气和气辅进气。(图7) 图8 表示了利用这个模具进行模内排气和气辅实验时的系统构成及其实验结果。(图8)
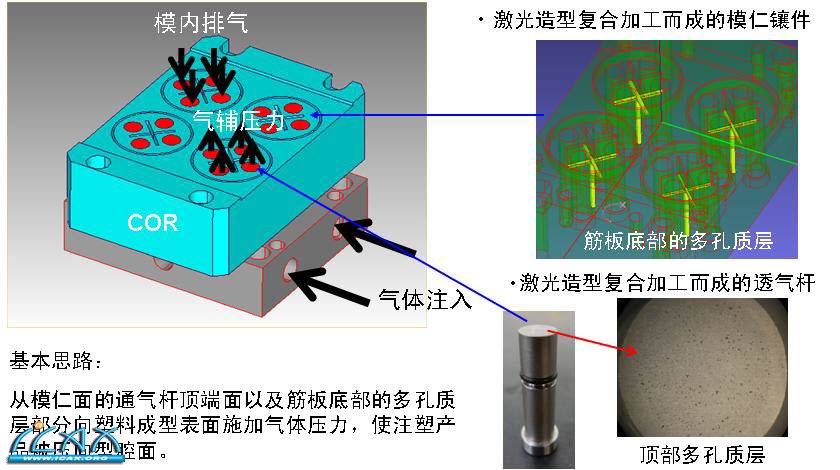
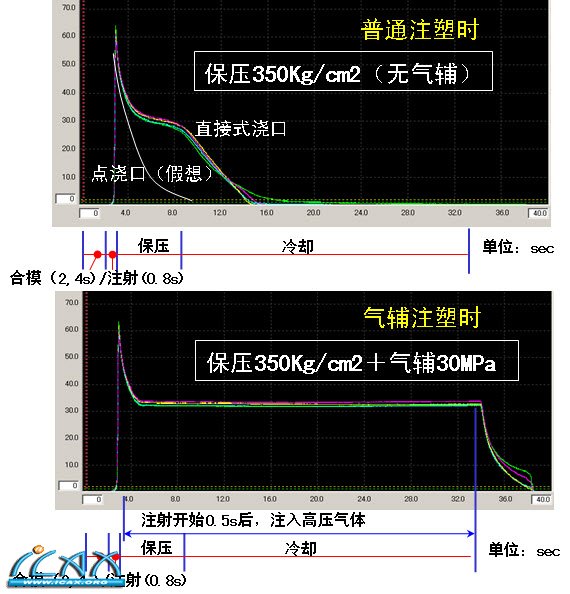
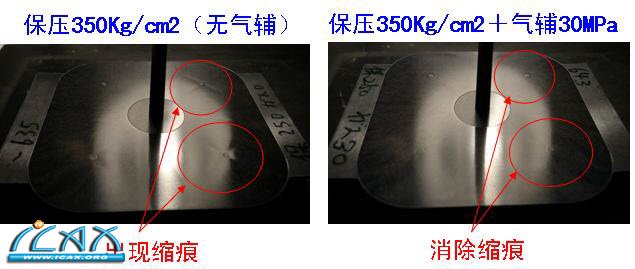
<气辅防止缩痕的工作原理> 首先利用金属粉末镭射造型复合加工技术,在模仁的筋板底部构筑多孔质层,并且在模具中镶入带有多孔质顶层的透气杆。注塑成型时通过注入高压气体,从模仁面的透气杆顶端面以及筋板底部的多孔质层部分向塑料成型表面施加气体压力,使注塑产品被压向型腔面,从而消除产品外观表面的缩痕。图8 的实验结果显示,通过气辅的作用,产品外观表面的缩痕不再出现了。 六、结论 与以往单纯的金属粉末选择性镭射熔化叠层造型技术相比,本复合加工技术既保留了柔性加工的优点,又发挥了高速切削加工精度好的特长。其特点在于可以一次性并且一体化地加工完成具有内部异型水路和排气功能,但表面形状复杂、难于实施后续加工的精密模具零件。其加工尺寸精度可达±0.005mm 以下,热处理后的材质硬度可达Hrc50 以上,足以符合精密注塑模具的量产水准要求,大大地拓展了RP 技术在注塑模具制造行业中的应用可能性,为塑胶成型行业的广大客户提供了一种极为宝贵的新型模具加工技术。 通讯作者: 杨 青 连络电话: +86-21-54423111 电子信箱: mmt-yq@matsui.com.cn 七、参考文献 1〃阿部论等,金属光造形复合加工システムによる高机能射出成形金型制作,松下电工技术,Vol.53 No.2,p5-11 2〃不破勲等,低密度层からなるガスベントを有する金属光造形金型,松下电工技术,Vol.55No.2,p17-22 3〃浅析金属粉末镭射造型复合加工技术,塑胶及金属,2011 年第2 期,p26-27 4〃金属光造形复合加工法のシステム高度化と射出成形金型への応用 型技术 第20 巻 第10 号2011 年10 月号,p60-64 八、谢志 感谢株式会社OPM 研究室提供数据与图片。 |