10.4 工艺优化分析
10.4 工艺优化分析 在AMI中,用户除了可以使用浇口位置分析(Gate Location)和成型工艺窗口分析(Molding Window)对案例进行优化之外,还可以使用工艺优化(充填)和工艺优化(流动)对填充和流动进行优化。下面简单介绍这两种优化分析。 10.4.1 工艺优化(充填)分析 工艺优化(充填)分析可以对填充阶段的螺杆位置进行优化,同时分析出制件冷凝百分比以及流动前沿区域随时间的变化。下面讲解工艺优化(充填)分析的操作,操作如下。 1.对工程方案进行重命名 在工程任务栏中,右击【dvd_方案(DOE分析)】图标,在弹出的快捷菜单中选择【重命名】命令,重命名为“dvd_方案(工艺优化-充填)”,如图10.62所示。 2.设置分析类型 一般设置分析类型的步骤如下。 (1)双击“dvd_方案(工艺优化-充填)”方案,激活该方案,如图10.63所示。 (2)选择【分析】|【设置分析序列】|【工艺优化(充填)】命令,弹出【提示】对话框,如图10.64所示,单击【删除】按键,完成分析类型的设置,结果如图10.65所示。   图10.62 工程任务栏 图10.63 成型窗口分析类型
图10.64 提示对话框 图10.65 实验设计(充填)分析类型 3.设置工艺优化(充填)分析条件 一般设置工艺优化(充填)分析条件的步骤如下。 (1)选择【分析】|【工艺设置向导】命令,弹出【工艺设置向导-充填设置】对话框,如图10.66所示。当然用户可以采用默认的工艺范围,对应的分析范围AMI将根据成型材料相关数据自动确定。本案例采用如图10.66中的设置。 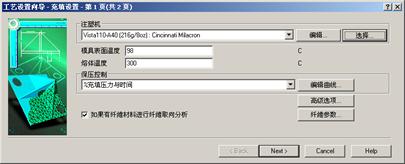
图10.66 【工艺设置向导-充填设置】对话框 (2)用户还可以对分析条件进行更高级的设置。在图10.66中,单击【高级选项】按钮,弹出【充填高级选项】对话框,如图10.67所示。
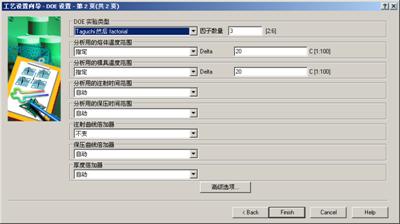
图10.67 【充填高级选项】对话框 (3)单击OK按钮,返回到【工艺设置向导-充填+保压设置】对话框,单击Next按钮,弹出【工艺设置向导-DOE设置】对话框,如图10.68所示。本案例采用AMI默认值。
图10.68 【工艺设置向导-DOE设置】对话框 (4)用户还可以对分析条件进行更高级的设置。在图10.68中,单击【高级选项】按钮,弹出【DOE高级选项】对话框,如图10.69所示。本案例采用AMI默认值。单击OK按钮,返回到【工艺设置向导-DOE设置】对话框,单击Finish按钮,完成成型窗口设置。
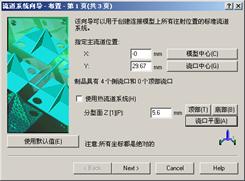
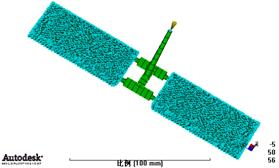
在第一个设置页面中,明确要求用户选择使用的注塑机类型,并输入相应的参数。接下来,是流动分析的常规参数:模具温度、熔体温度及Packing/Holding Control方式。第二个设置页面中,用户要定义相关质量准则的权值,类似于DOE分析中的权值设置。 4.采用向导创建浇注系统 采用向导创建浇注系统的步骤如下。 (1)选择【建模】|【流道系统向导】命令,弹出【流道系统向导-布置】对话框,单击【浇口中心】按钮和【浇口平面】按钮,使主流道设计参照浇口中心和浇口平面来设计,有利于注射压力和锁模力的平衡;不勾选【使用热流道系统】复选框,因为本例采用冷流道设计,如图10.70所示。 (2)单击Next按钮,弹出【流道系统向导-主流道/流道/竖直流道】对话框,在【注入口】选项栏下,将入口直径设为3.5mm,长度设为50mm,拔模角设为2°;在【流道】选项栏下,将直径设为6mm,勾选【梯形】复选框,包含倾角设为15°,如图10.71所示。 (3)单击Next按钮,弹出【流道系统向导-浇口】对话框,在【侧浇口】选项栏下,将入口直径设为3 mm,长度设为3mm,拔模角设为15°,如图10.72所示。单击Finish按钮,利用向导创建的浇注系统已经生成,如图10.73所示。
图10.70 【流道系统向导-布置】对话框 图10.71 【流道系统向导-主流道/流道/竖直流道】对话框
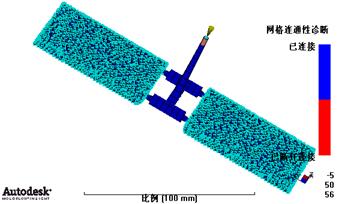
图10.72 【流道系统向导-浇口】对话框 图10.73 创建的浇注系统 (4)浇注系统创建完成后,需要进行连通性诊断,检查从主流道到制品模型是否完全连通。选择【网格(Mesh)】|【网格诊断(Mesh Diagnostic)】|【连通性诊断(Connectivity Diagnostic)】命令,弹出【连通性诊断工具(Connectivity Diagnostic Tool)】对话框,如图10.74所示。选择主流道进料口的第一个单元“B9039”作为连通性诊断的开始单元,采用“显示”模式显示诊断结果,单击【显示】按钮,网格连通性诊断结果如图10.75所示。本例网格单元全部连通。
图10.74 【连通性诊断工具】对话框 图10.75 网格连通性诊断结果 这样就完成了自动创建浇注系统。 5.分析计算 一般运行分析计算的步骤如下。 (1)双击案例任务窗口中的“开始分析”图标,或者选择【分析】|【开始分析】命令,弹出【选择分析类型】对话框,如图10.76所示。
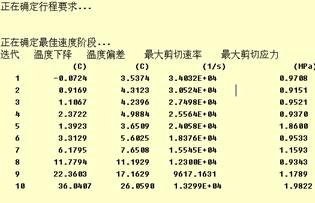
(2)单击【确定】按钮,程序开始运行。等待程序运行,可以查看分析的过程和分析的进度,与分析完成通过查看日记的内容一样。图10.77是分析过程中的内容,在屏幕显示中,可以很详细地看到工艺优化分析中的实验参数以及实验水平的划分。运行完成后,弹出【分析完成】对话框,如图10.78所示。
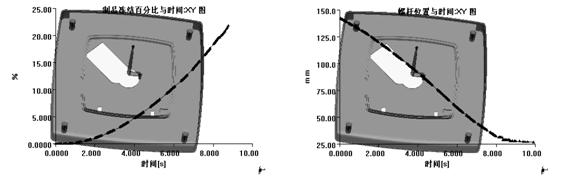
图10.77 实验设计(充填+保压)分析过程信息 图10.78 【分析完成】对话框 (3)单击OK按钮,退出【分析完成】对话框。分析完成之后,得到的结果列表如图10.79所示。 分析结果有螺杆位置与时间关系曲线(Ram Position vs. Time)、制件冷凝百分比与时间关系曲线(Percentage of Part Frozen vs. Time)和流动前沿区域与时间关系曲线(Flow Front Area vs. Time)。图10.80是流动前沿区域与时间关系曲线图,图10.81是制件冷凝百分比与时间关系曲线图,图10.82是螺杆位置与时间关系曲线图。   图10.79 分析完成结果图 图10.80 流动前沿区域与时间关系曲线
图10.81 制件冷凝百分比与时间关系曲线 图10.82 螺杆位置与时间关系曲线 |