10.3.2 对流动的优化
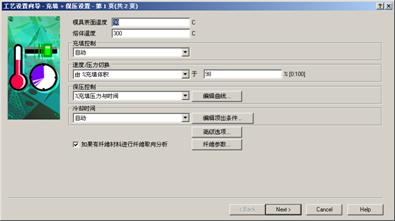
10.3.2 对流动的优化 下面讲解流动的优化分析的操作,操作如下。 1.设置分析类型 打开前一节运行完成的工程方案,如图10.43所示。双击【dvd_方案(DOE分析)】方案,激活该方案,如图10.44所示。   图10.43 工程任务栏 图10.44 实验设计(充填)分析类型 选择【分析】|【设置分析序列】|【实验设计(充填+保压)】命令,弹出【提示】对话框,如图10.45所示,单击【删除】按钮,完成分析类型的设置,结果如图10.46所示。   图10.45 提示对话框 图10.46 实验设计(充填+保压)分析类型 2.设置实验设计(充填+保压)分析条件 设置实验设计(充填+保压)分析条件的步骤如下。 (1)选择【分析】|【工艺设置向导】命令,弹出【工艺设置向导-充填+保压设置】对话框,如图10.47所示。当然用户可以采用默认的工艺范围,对应的分析范围AMI将根据成型材料相关数据自动确定。本案例采用如图10.47中的设置。
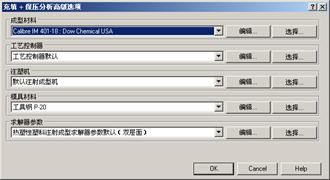
图10.47 【工艺设置向导—充填+保压设置】对话框 (2)用户还可以对分析条件进行更高级的设置。在图10.47中,单击【高级选项】按钮,弹出【充填+保压高级选项】对话框,如图10.48所示。
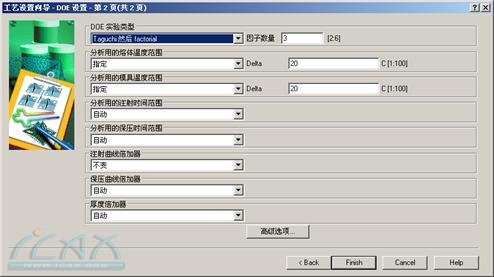
图10.48 【充填+保压高级选项】对话框 (3)单击【OK】按钮,返回到【工艺设置向导-充填+保压设置】对话框,单击【Next】按钮,弹出【工艺设置向导-DOE设置】对话框,如图10.49所示。本案例采用AMI默 认值。
图10.49 【工艺设置向导-DOE设置】对话框 (4)用户还可以对分析条件进行更高级的设置。在图10.49中,单击【高级选项】按钮,弹出【DOE高级选项】对话框,如图10.50所示。本案例采用AMI默认值。单击【OK】按钮,返回到【工艺设置向导-DOE设置】对话框,单击【Finish】按钮,完成成型窗口设置。
DOE(Flow)的实验设置与DOE(Fill)大体相同,仅仅多出了两个参数Packing Time和Packing Profile Multiplier状态的选择。 DOE(Flow)的实验参数中默认为自动变化的有熔体温度、模具温度、注塑时间和保压时间。其参数状态的选择与DOE(Fill)中相同。Packing Profile Multiplier选项用于实验中按照某个百分比均匀的增大或减小保压曲线所有压力值。其默认选项也是Automatic。 由于在流动过程与填充过程中起重要作用的工艺参数不相同,所以DOE Advanced Options的相关参数也发生了变化。DOE(Flow)高级选项对话框如图10.50所示。在DOE(Flow)的质量准则中增加了锁模力、体收缩率、凹痕深度、制件质量和成型周期时间5个准则。设置方法与DOE(Fill)中一样,每个参数的默认权重值都是1。 3.分析计算
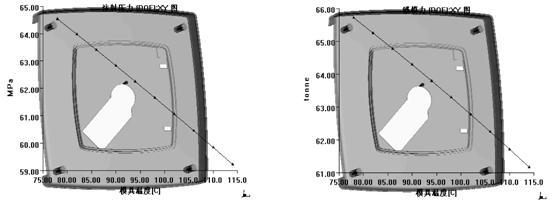
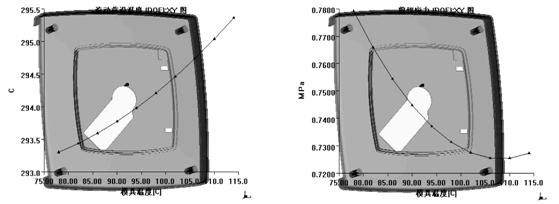
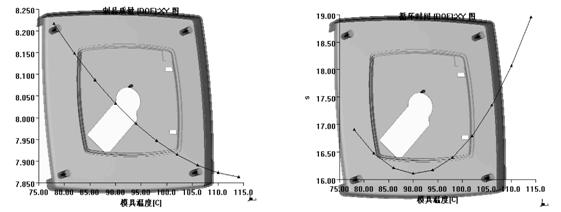
双击案例任务窗口中的“开始分析”图标,或者选择【分析】|【开始分析】命令,弹出【选择分析类型】对话框,如图10.51所示。单击【确定】按钮,程序开始运行。等待程序运行,可以查看分析的过程和分析的进度,与分析完成通过查看日记的内容一样。图10.52是分析过程中的内容,在屏幕显示中,可以很详细地看到DOE中的实验参数以及实验水平的划分。运行完成后,弹出【分析完成】对话框,如图10.53所示。单击【OK】按钮,退出【分析完成】对话框。   图10.52 实验设计(充填+保压)分析过程信息 图10.53 【分析完成】对话框 DOE(充填+保压)与DOE(充填)的分析结果类似。关于流动分析方面的结果参考相关章节内容,本节主要讲解DOE(流动)的结果。AMI给出了流动分析的DOE中各个实验参数的实验水平。比较DOE(充填),流动的DOE中多出了与保压相关的两个参数。 下面给出几个主要的DOE(Flow)分析结果。 (1)图10.54所示是注射压力与模具温度的关系曲线。注射压力与模具温度成反比例关系,模具温度越高,成型制品所需要的注射压力就越低。图10.55所示是锁模力与模具温度关系曲线。模具温度越高,成型制品所需要的锁模力就越低。 (2)图10.56所示是流动前沿温度与模具温度的关系曲线。模具温度越高,熔体的流动前沿温度就越高。图10.57所示是剪切应力与模具温度的关系曲线。模具温度越高,熔体所受到的剪切应力先快速下降后慢慢升高。 (3)图10.58所示是制品质量与模具温度的关系曲线,图中质量因子的值越高,表示质量越好。因此,应当尽量使曲线峰值达到最大。随着模具温度的增高,制件质量越来越差。图10.59所示是循环时间与模具温度的关系曲线,从图中可以看出,随着模具温度升高,成型制品所需要的循环时间先减少后增加,在模具温度在90℃时,循环时间最小。
图10.54 注射压力与模具温度的关系曲线 图10. 55 锁模力与模具温度关系曲线
图10.56 流动前沿温度与模具温度的关系曲线 图10.57 剪切应力与模具温度的关系曲线
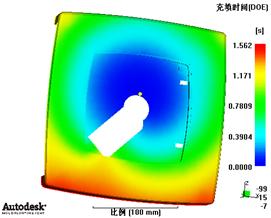
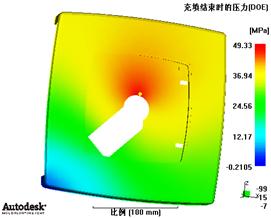
图10.58 制品质量与模具温度的关系曲线 图10.59 循环时间与模具温度的关系曲线 (4)图10.60所示是充填时间,从图中可以看出,充填不是很好,两侧的温度相差了0.4s,需要改一下浇口位置或增加一下浇口。图10.61所示是充填结束时的压力,从图中可以看出,压力分布不均。
图10.60 充填时间 图10.61 充填结束时的压力 |