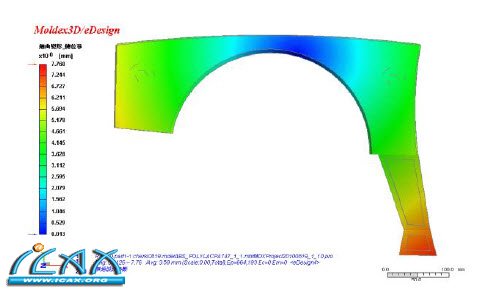
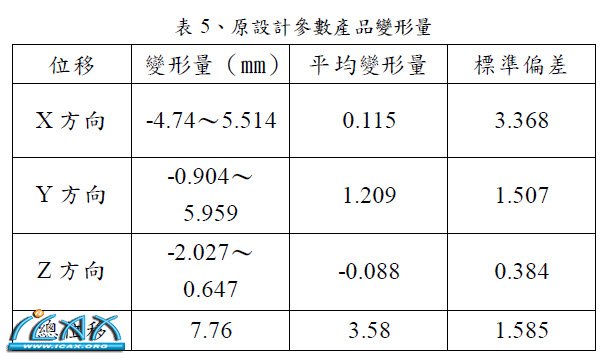
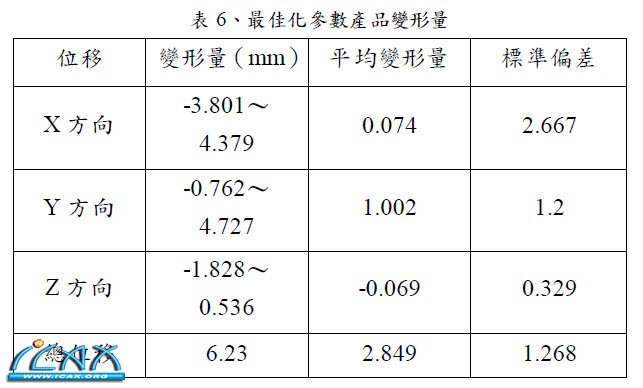
四、结果与讨论 以翘曲变形量做为比较之依据,原设计参数之X 轴变形量为:10.254mm、Y 轴变形量为:6.863mm、 Z 轴变形量为:2.674mm、总位移变形量为:7.76mm,如图25 所示。最佳设计参数之X 轴变形量为: 8.18mm、Y 轴变形量为:5.489mm、Z 轴变形量为:2.364mm、总位移变形量为:6.23mm,如表5、表6 所示。 将两种加工条件相互比较后可以发现,经田口实验设计方法所获得之加工参数对于翘曲变形量的 降低确实是有效果的,在各方向之变形量都较原始设计来的低。在这里计算出一个值来呈现设计变更 对产品的妥善率改善多少,将原始设计之翘曲总位移量减去最佳参数之翘曲总位移量后再除以原始设 计之翘曲总位移量,所算出的值在乘以100%即可求出妥善率。经计算后本研究之最佳参数翘曲总变形 量2.849mm 较原始设计翘曲总变形量3.58mm 妥善了20.4%。
图25、原设计参数组翘曲总位移量
表5、原设计参数产品变形量
表6、优化参数产品变形量 五、结论 本研究探讨汽车之车内装饰板在传统射出成型时进浇口与参数选择的重要性,并在制程参数设定 上针对翘曲变形为主要分析项目,使用田口质量实验设计方法可以将参数进行有效的选择与改善,不 再需要像以往使用试物法来花费大量时间做多组参数的设计实验,经田口实验法所获得的优化参数 组合可给与后续的分析作为设计的依据,且经实验发现田口优化方法能够使制程达到优化的预期 效果,本案例在原始设计与优化设计后其翘曲变形量妥善了20.4%。 六、参考文献 1. 洪瑞庭,“塑料加工技术与工程”,高立图书有限公司,89 年。 2. 刘士荣,“塑料加工学”,沧海书局,(1999)。 3. 陈耀茂,“实验计划与解析法”,高立出版社,台北,(2001)。 4. 科盛科技,“CAE模流分析技术入门与应用”,初版,全华出版社,台北市,(2002)。 5. 吴复强,“田口质量工程(Quailty Engineering)”,全威图书有限公司。 李辉煌,“田口方法质量设计的与实务”,高立出版社,台北,(2005)。 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2024 www.iCAx.org