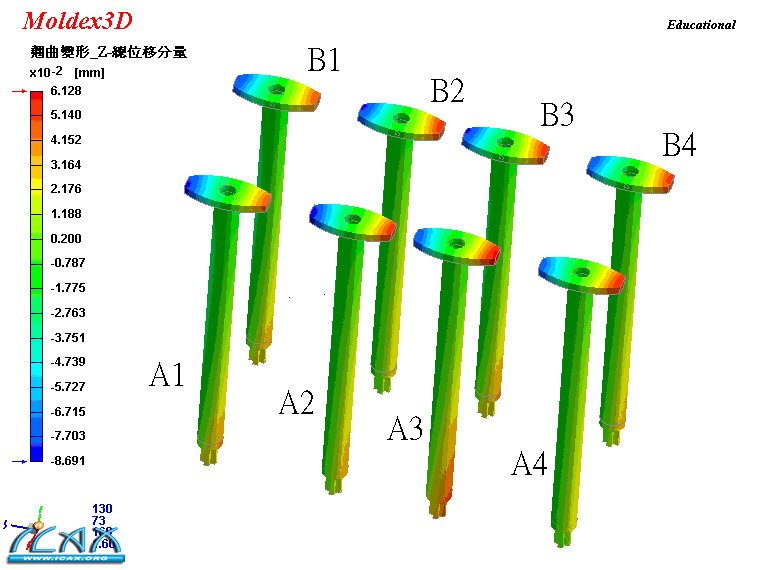
B、翘曲变形 图12 为几何帄衡流道设计I 的翘曲变形分布。由图中我们可以清楚发现, Z 方向翘曲变形量为-0.086mm~ 0.061mm,Z 方向总翘曲量0.147mm,另总翘曲变形量0.3297mm。
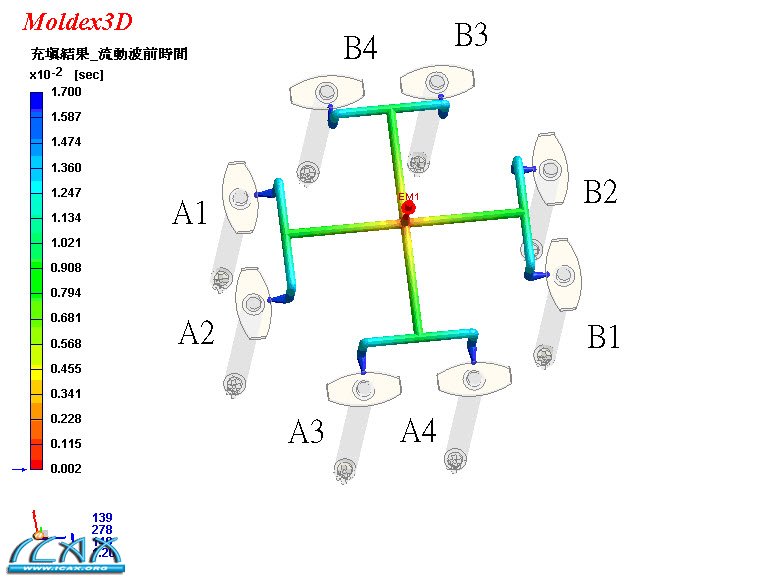
图12 几何帄衡流道设计I 的翘曲变形图 4.3 帄衡流道设计II 的流动及影响 A、熔胶流动波前时间 帄衡流道设计II 的使用比同几何帄衡流道设计I 的参数设定进行分析。图13 为几何帄衡流道设计II 的流动波前达17%时的熔胶分布情形。从图中我们可以清楚发现,在充填达17%时,熔胶几乎同时间进入各个模穴,比之几何帄衡流道设计I,此设计更为理想。
图13 熔胶波前17%
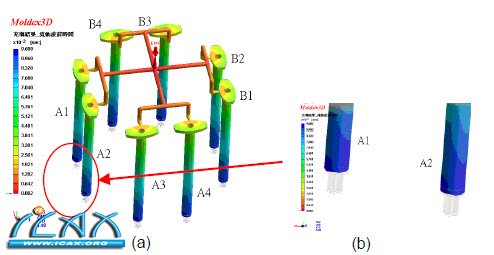
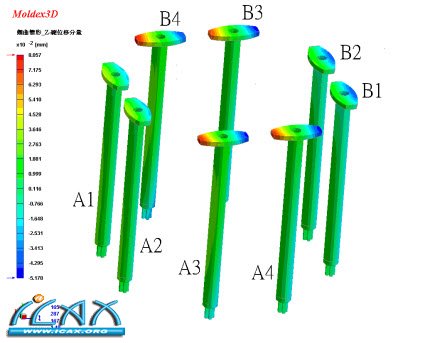
96%熔胶的分布情形。由图中我们可以清楚发现比之几何帄衡的流道设计I 的流动波前,此帄衡流道的流动波前较为帄均。图14(b)为几何帄衡流道设计II,模穴A1、A2 流动波前的局部放大图,图中可以明显发现,流动帄衡的情形更为完善。图14 (a)熔胶波前96% (b)A1、A2 局部放大图B、翘曲变形图15 为几何帄衡的流道设计II 的翘曲变形分布,此图表示总位移在Z 方向的位移分布。此分布量综合了成型过程中的所有效应。由图中我们可以清楚发现,帄均翘曲变形量为-0.051mm~0.080mm,总差距0.131mm。另总翘曲变形量0.3125mm。
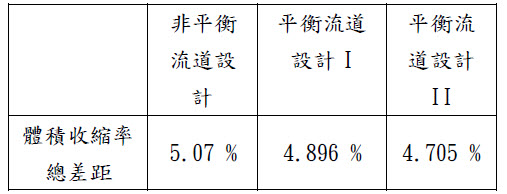
图15 几何帄衡流道设计II 的翘曲变形图 经由Moldex3D 模流分析的结果,整理温度分布、体积收缩率以及翘曲变形量。如表2 所示,非帄衡、帄衡I 与帄衡II 流道设计的体积收缩总差距分别是5.07%、4.896%和4.705%,而总翘曲变形量分别是0.343mm、0.3297mm 和0.3125mm,可见,外观帄衡导致流动帄衡,使得剪切率、温度、压力分布差异度小,故体积收缩总差距与总翘曲变形量均获得改善,质量提升。
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2024 www.iCAx.org