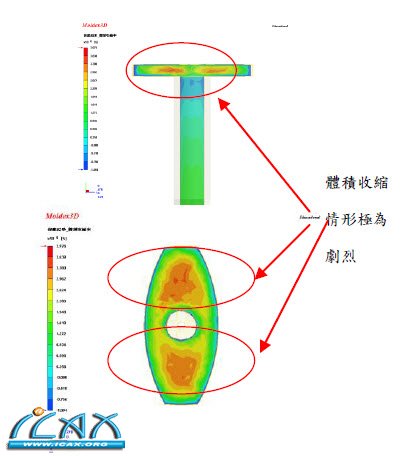
B、体积收缩率 体积收缩率分布是显示在充填及保压结束,高温高压状态下,冷却至常温常压的体积变化百分比。正值代表体积收缩,负值代表可能由于过度保压,造成的体积膨胀。不均匀的体积收缩率分布,会导致塑件翘曲以及脱模变形。图7 为非帄衡流道的体积收缩率 分布情形,收缩率分布为-1.094%~3.976%,总差距5.07%,帄均值是1.58%。图8(a)、(b)为模穴A1 的X、Y 方向体积收缩的剖面呈现图。
由图7 可看出成品上端表面收缩率最小,甚至是膨胀,此乃因充填时最先填充,表面最先冷却,温度较低,但经过保压的冷却后,压力最高,故虽然上端最厚,但表面的收缩最小。惟从图8(a)、(b)看出上端内部的体收缩是最大的,乃因上端厚2mm,经填充保压后,温度较高,致使上端内部体收缩最大。
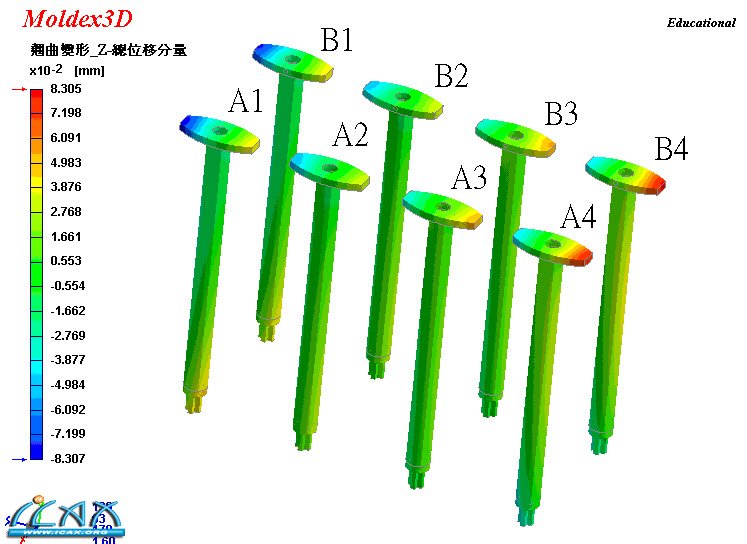
图8 (a) X 方向(b) Y 方向的体积收缩剖面图 C、翘曲变形 图9 表示在Z 方向翘曲总位移分量分布。由图中可以清楚发现,其Z 方向翘曲量分布在-0.083mm~0.08 3mm,Z 方向总翘曲量0.166mm。另总翘曲变形量0.343mm。
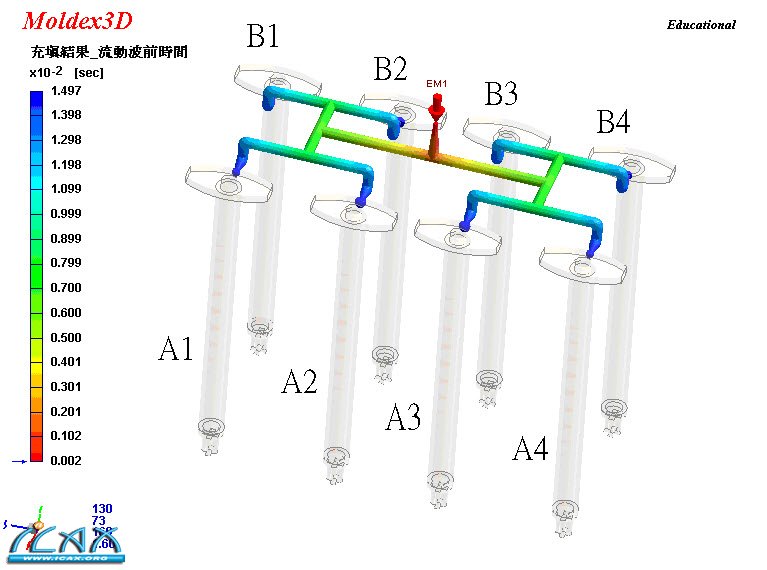
图9 非帄衡流道的翘曲变形图 4.2 帄衡流道设计I 的流动及影响 A、熔胶流动波前时间 本研究利用Moldex3D,使用比同几何不帄衡流道设计加工条件参数,进行分析。选择两组同为几何帄衡的流道设计作为研究探讨。图10 为流道几何帄衡I 流动波前在15%时的熔胶分布情形。从图中我们可以明显发现,熔胶几乎同时间进入各个模穴,比之几何不帄衡的流道设计,此设计较为理想。
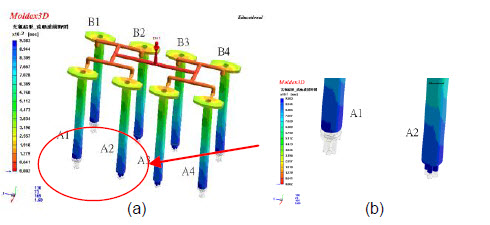
图10 流道几何帄衡I 熔胶波前15% 图11(a)为几何帄衡流道设计I 的流动波前达96%时熔胶的分布情形。由图中我们可以发现,比之几何不帄衡流道设计的流动波前,此帄衡流道的流动波前较为帄均。图11(b)为A1、A2 流动波前的局部放大图,由图中可以得知,因塑料在第一层流道中流动,最大剪应率发生在外层的固化层稍内的区域,而流道中心的剪应率则趋近于零。靠外层的塑料剪切产生摩擦热,导致第一层流道外层的温度高于流道中心塑料,当塑料流到第三层流道时,接近主流道的流道塑料温度将高于远离主流道的流道塑料温度,故A2 的剪应率和温度皆高于A1,致使A2的充填较A1 快。【10】
图11 (a)熔胶波前96% (b)A1、A2 局部放大图 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2024 www.iCAx.org