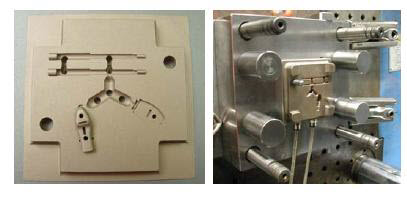
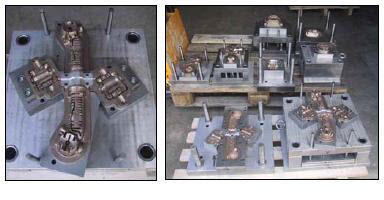
The Applications of Direct Metal Laser Sintering (DMLS) on the Tooling with Conformal Cooling Channel 丁大为Ta-Wei Ting 1,2、杜秉明Ping-Ming Tu 1、林怡德Yi-Der Lin 1 1 数可科技股份有限公司 Dgital-Can Technology Company, LTD 2 元培科技大学生物医学工程系Department of Biomedical Engineering, Yuan-Pei University 中文摘要 科技进步带动各式产品蓬勃发展,产品的开发周期相对缩短,为在有限的时间内提高量产值并同时兼顾产品的质量,藉由改善模具的散热效率以减少成型周期中的冷却阶段即成为射出成型制程中的重要手段。异型水路即是改善模具散热效率以降低冷却周期的革命性设计。利用直接金属粉末激光烧结技术(DMLS)可以制作冷却效率优化之异型水路设计,其不受传统加工上的限制,所以更能贴近产品轮廓,且针对一般产品的死角或是不易排热之区域,异型水路均能提供良好的散热效率。尤其针对极其复杂的外型且须实时且低廉的方式制作模具或特殊原件时,德国EOS 公司的EOSINT M 系列设备所使用之直接金属激光烧结技术(DMLS)将可发挥其独特之优势,弥补CNC 工具机及放电加工机(EDM)不足之处。 关键词:直接金属激光烧结技术、异型水路、快速开模、射出成型。 一、前言 科技的进步带动产品不断推陈出新,产品设计周期也因此缩短,而如何在有限的时间内,提高量产值并同时兼顾产品的质量,即严重考验塑料射出业者的设计与制造能力。为了提高量产值,必须要减少每一模次或成型周期所需的时间。在成型周期里占绝大部份的是冷却阶段,其在成型周期里最多可超过三分之二的成型时间,然而不足的冷却时间却可能导致产品收缩及翘曲等不良现象产生。因冷却周期会影响产品的量产能力及业者的成本,故藉由改善模具的散热效率以有效减少冷却时间的方式即受塑料射出成型业界所重视。 因模具的散热效率会直接影响塑料原料射出的流动性、收缩率、冷却周期及塑料产品之表面质量,故模具的散热效率即成为塑料射出成型的重要考虑因素,而改善模具的散热效率对减少冷却时间格外重要。异型水路即是改善模具散热效率以降低冷却周期的革命性设计。异型水路的特性有别于传统水路受限于加工上的限制,其采取激光金属粉末烧结技术,可以不受传统加工上的限制,所以更能贴近产品轮廓。针对一般产品的死角或是不易排热之区域,异型水路均能提供良好的散热效率,使冷却周期得以降低。 传统上,模具之冷却水路制作是仰赖钻孔的方式进行,但是一副模具内均设有复杂的机构如顶针、插销及滑块,因此在设计水路时,必须避开模具现有机构,故在模具中制作足够有效的冷却水路以使产品快速且均匀地降温,即成为一项非常困难的工作。在考虑避开模具机构并可对产品提供良好的冷却环境情况等两项因素,常会造成两者无法兼具的结果。因此传统水路会受限于加工的限制,无法对一般产品易聚热之凹槽或结构区域进行有效的冷却。而理想的冷却系统必须考虑到水路的布置、型式、冷却温度、水管内的流率及冷却时间,更重要的是水路的位置必须能够贴近产品的轮廓以达到均匀带走热量的目的。因此异型水路这项新的设计概念便因应而生,其乃透过一些新世代的模具制作技术,使得冷却水路可以不必受到传统加工上的限制,模具设计者可更自由地设计出贴近产品的水路设计,使整体散热达到均匀性并改善易积热之区域,产品的质量也因此得以提升。 异型水路对于传统水路无法伸入的区域,能有效地且均匀地提供散热途径。但设计不当也会带来负面的影响,像是造成部份区域冷却效率过快,与其他区域产生温度差异性,这点对于模具设计者而言需特别注意。因异型水路可改善易积热区域之散热效果,只要在设计上能考虑整体温度场的平衡性,其必能够快速地为塑料射出业者带来最大的生产效益及产品质量。 德国EOS 公司自1989 年以来一直致力于激光粉末激光烧结快速成型系统的研究开发与设备制造工作,目前德国EOS 公司在此方面的技术仍独步全球。其中针对金属粉末所开发出来的EOSINT M系列设备即是利用精密激光烧结技术对公司自行研发之各式金属粉末,进行层层堆栈式的激光烧结处理,此种生产方式亦被称为直接金属激光烧结技术(Direct Metal Laser-Sintering,DMLS)。因有不同金属粉末及激光烧结参数可供选择,其产品质量及多样性足敷目前塑料射出、铸造及锻造业者开设模具之用。因利用层层堆栈式的激光烧结技术,故所生产的模具亦兼具外型及结构之复杂性,制造不具困难度后使产品不再受到局限,造型设计者或工业设计者均可以完全发挥他们无穷的创意。 模具开发自1995 年以来已成为德国EOS 公司EOSINT M 系列设备的主要产品,因其具有快速制作之优点, 故有所谓「快速开模(Rapid Tooling)」之专业名词出现。早年仅有较软的金属粉末使用以供塑料射出业者开设模具之用,但经过多年持续研发,近年来除提供更优质的塑料射出模具可制作数百万个塑料产品之外,新开发的粉末更可制作高强度之模具以供铸造金属产品数万次之用。如今更因层层堆栈式的激光烧结技术可生产兼具外型及结构复杂性之独特模具产品,使得开模不仅只有‘快速’之外,模具内结合异型水路设计之「进阶开模(AdvancedTooling)」技术将使射出成型产品价格更低廉、产品质量更提升。以下介绍德国EOS 公司EOSINT M系列设备制作射出成型所需模具之案例及其所达到的效果。 二、射出成型所需模具制作之案例 模具制作通常都是耗时且耗经费,其需要昂贵的设备及专业技术人员进行多种步骤始得以完成。传统上,既使只是相当简单的两件式射出模具,仍需要CNC 铣床及放电加工(EDM)两种工法,其中CNC 铣床会产生金属废料且需不同步骤来进行粗、细加工,而对于深层或转角处则需以放电加工方式进行处理。而具有较复杂几何结构之模具,其内部则设有滑块、插销或相关零组件,此即造成模具制作更是耗时且更耗经费。因此能够省时且省经费之模具制作方式即成为德国EOS 公司开发直接金属激光烧结技术(DMLS)之主要动机。图一所示为制作LED 灯所开设的简单模具,其需有一系列步骤来制作两个塑料原件,虽然此模具很简单但传统方式仍需要放电加工处理。利用EOSINT M 270 系统制作此内、外模具只需5 小时40 分钟,而且不需后加工处理,最后只要做简单的喷砂及擦拭即可完成,将此内、外模具直接装置于射出成型机后即可开始生产,自设计到生产只花了六天时间。第二个案例是制作工程车之游戏杆总成,共有5000 组、每一组有14 个射出成型原件,利用EOSINT M 型设备进行开模、生产只花了9 周即将所有5000 组游戏杆总成制作完成,其中包含客户设计变更及圆形塑料产品缩变而需修正模具所需之3 周时间,而传统工法则需时16 周、且其模具价格高于EOSINT M 型设备制作模具的价格近一倍之多。
图一 制作LED 灯所开设的简单模具及产品
图二 工程车之游戏杆总成所需模具及产品 |