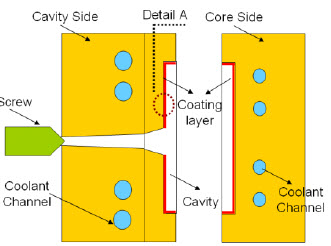
二、各种动态变模温技术分类 近十年来有诸多关于动态模温控制技术研究与报告,其目的是使模具表面获得均匀的快速加热及冷却同时兼具合理的成型周期。这些技术大致可以分成两大类:(1)模内加热温控(2)模具表面加热温控。(1) 模内加热温控方式包括: 1.同一管路通入冷热水温的方式,加压高温水随着设备发展,最高可达200oC,其水温机设备内部管路需要加压防止此超过沸点水的气化。 2.另外若要求更高模温时,也有使用热媒油为加热介质[1]。但由于油的黏度远大于水,因此在低温时,整体冷却效率会比水差很多,且容易产生油气造成污染,限制其应用范围。 3.电热管加热可协助模具达到高模温要求,但需要额外的模具设计与加工,且为了达到加热速度与温度均匀分布,往往需要较多的电热管以提升加热效果,此外若要提升加热均匀度,则新型的设计可将加热管直径缩小(2~3mm),达成可饶式加工与曲面加热以及提升模具强度。[2,3]。 4.蒸气式加热(Rapid Heat Cycle Molding, RHCM) 同一管路通入热蒸气与冷却水,蒸汽式加热系统其水路搭配产品3D曲面造型,使用高温蒸汽为加热源可达180 oC,在模具内部设计蒸汽加热流通渠道,达成模具快速加热目的,加热完成后迅速导入低温冷却水,完成动态温度控制[4-6]。在实际案例应用于LCD外框中发现,由于蒸气容易造成水路表面锈蚀影响加热冷却的效率。且由于3D水路设计将提高加工的困难度与成本,使用于大尺产品应用上仍有其优势,目前产业研究上进一步将此技术发挥于各类产品应用上,包括材料添加金属粉末表面质量改善及零度拔模角的应用。 (2) 模具表面加热温控方式包括: 1.模具表面镀层滞热方法[7-10],其模面会涂布一层低热传导系数材料,因而将使得充填过程中,熔胶将先和镀层接触,而非直接接触模具钢材(图3),不同的接触材料与镀层厚度将影响熔胶的接触温度,进而改变融胶充填时的凝固层厚度,藉由涂布低热传导系数的材料于模面,其接触温度较传统提升约10~20 oC。
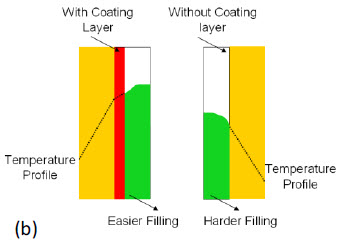
(b) 图3 模内镀层滞热技术(a)模具表面镀上一层滞热层(b)本滞热层将在成型过程中瞬间滞热增加成型流动性 2.感应加热温控技术(Induction Heating TemperatureControl, IHTC)[11-15],利用不同型式电磁感应线圈对模具表面进行快速加热(图4),以消除缝合线与收缩等产品表面缺陷,本技术特点为模具表面浅层加热,表面加热深度约0.1mm,模具升/降温速度极快,约为20~40 oC/s。(3)利用红外线卤素灯接近模具表面进行模具表面加热[16-18],此系统经由设计后可对模具进行单面或双面加热。
图4 IHTC 感应加热技术搭配外部线圈设计进行模具表面局部加热 |
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org