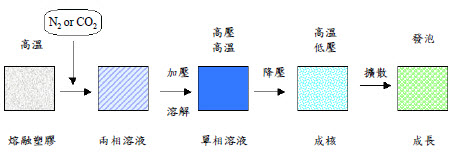
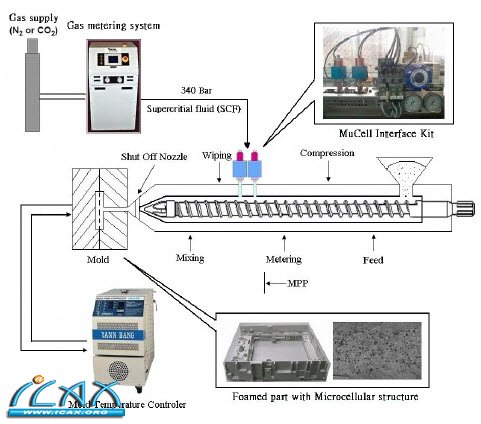
Theory and Applications of Microcellular Injection Molding 黄世欣、杨瑞彬、胡金星、李政谦 Shyh-shin Hwang, Jui-pin Yang, Ching-hsin Hu,Jeng-qian Lee 清云科技大学 机械系 Ching-Yun University 中文摘要 现今塑料制品大部份用射出成型来量产,塑料制品之结构设计如碰到肉厚不均,在冷却时易产生收缩不一而导致翘曲变型,造成组装上之困难,如果利用微细发泡射出成型,利用相反原理使气泡在熔胶内澎胀(射出成型是压缩熔胶)可以大大改善塑料冷却之收缩问题,本文章以微细发泡射出应用于游戏机齿轮轴和纺砂机辊轮之例子说明塑料产品经过有/无环境测试前后之翘曲变形情况,微细发泡使用氮气为气源和化学发泡比较起来无公害问题,并可节省料量是一种绿色的制程。 关键词: 、翘曲变形、微细发泡射出。 一、前言 微细发泡射出成型属于物理发泡的一种,是将惰性气体(N2 或是CO2)经由超臨界流体产生器,在高压的狀态下注入螺杆内,惰性气体在螺杆中,是以高温高压的“超臨界”狀态下,与聚合物熔胶混合产生一个单相溶液,为了在射出之前维持单相溶液而快速促进气体与聚合物熔胶的均质混合,背压通常保持在8~20MPa 之间, 比传统射出成型制程之背0.3~3 MPa 之间还高[1],如图1 所示,利用其快速成核的特性,在热塑性塑料中创造數百万微米级尺寸的封闭孔隙而形成气泡均匀分布的发泡塑料,其气泡大小约在10~100μm 之间比传统发泡成型制程之气泡大小250μm 以上要来的小,并可藉由此气体孔隙代替原有的塑料材料,不但能够节省材料、减轻零件重量和良好的冲击吸收,还能因气体填充在高分子空隙之间降低生产时之内应力,故能有效改善翘曲、收缩和凹陷等问题[2-5]。塑料材料具有质量轻、价格低廉、性能优于一般的金属的特性,使塑料材料在工程应用上逐渐的取代传统金属材料,也造成国内高分子工业的急速发展。高分子材依分子聯结的聚合反应,大致可区分为热塑性塑料(Thermoplastics)、热固性塑胶(Thermoset)与弹性体(Elastomer)三大類。 微细发泡射出成型可以使用较低的射压、较短的周期时间与较少的材料来生产塑料制品,且具有优良的尺寸安定性。微细发泡之气泡尺寸约在10~100μm[6]之间比传统发泡射出成型制程之气泡尺寸250μm以上来的小。藉由气体代替塑料能够节省材料和减轻制品重量。气泡成长时由于气体填充在聚合物分子之间空隙的位置且气泡小于塑料之缺陷和降低发泡时之内应力,故能有效改善翘曲、收缩和凹陷且不需保压压力。 由于微细发泡制程可以改善传统射出成型制程之缺陷,如改善制品的尺寸稳定性、收缩量与较稳定的机械性质,制程上可降低锁模力等,故本研究针对微细发泡与传统射出成型制程并配合市面上常用的塑料材料去比较微细发泡与传统射出制品的机械性质与变形量等,能提供业界做个参考,以利于台湾传统射出产业之升级。
图一 SCF辅助塑料发泡程序
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org