四、实验方法及条件
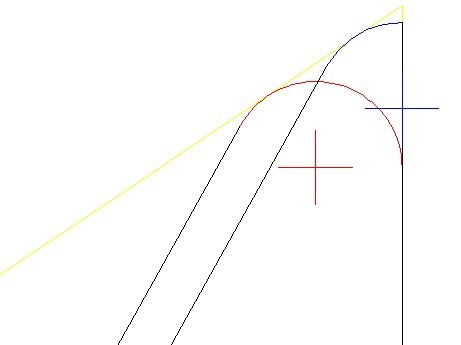
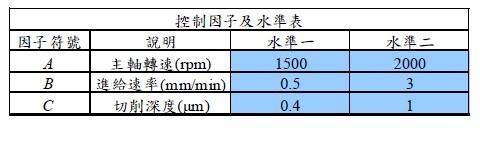
在超精密单晶钻石车削中,一般加工步骤是先将刀具进行调校,以找到刀具中心,避免刀具太高或太低造成之肚脐眼及刀具过切或切不够之问题,这些调校作业往往需要一段时间,因此尽量以不换刀具来进行加工,故本实验将以固定之刀鼻半径≦20μm来进行相关实验。在环型微结构的模仁加工中,最被业界关心的重点是模仁微结构底部之R值及表面粗糙度(Roughness),由于模仁微结构底部之R值对射出产品之效果有直接影响,R值越小越接近设计值功能也会较佳,因此我们采用超越目前业界水平之小刀鼻半径半刃刀(刀鼻半径<=20μm)来进行此模仁加工实验。(如图8)黄色线为微结构,蓝色的半刃刀及红色的R刀,在相同的刀R及刀具夹角下,半刃刀可以加工至较深的微结构底部,而相对的R刀则必须缩小刀具R值才可以加工至与半刃刀相同之微结构深度,但较小的刀具R值,刀具寿命将是另一个问题点。 而影响微结构模仁表面粗度之加工参数很多,其中最具影响之加工参数有主轴转速、进给速率、切削深度[2][3][4]等,因此本实验将以主轴转速、进给速率、切削深度来进行加工参数与表面粗糙度(Roughness)之探讨。 接着将以「全因子实验法」分别来探讨主轴转速、进给速率、切削深度对模仁之形状误差及表面粗糙度之影响(如表1)。由于主轴转速太高会有偏摆误差问题,因此选择1500rpm及2000rpm之转速为水平数,而进给速率愈慢理论之表面粗糙度愈佳,因此以0.5(mm/min)及3(mm/min)为进给速率水平数,切削深度愈小切削力小,相对刀具寿命较长,因此以切深0.4μm及1μm来进行实验。(如表2)为三因子二水平实验法之因子水平配置表。 图8:半刃刀与R刀微结构加工似意图
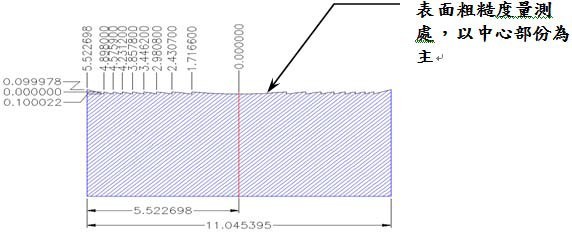
图9:模仁表面粗糙度量测位置图
表1 三因子二水平之因子水平数
表2 三因子二水平实验法之因子水平配置表
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2025 www.iCAx.org