二、实验设备与方法
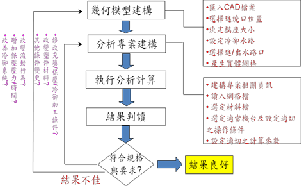
2.1研究流程 利用 UG 绘图软件建立产品几何模型,并汇 出 IGES(International Graphics Exchange Standard) 图档如图 1 所示,将其图档汇入 Moldex3D/Mesh 建构网格,并将其破面网格进行修补;接着将其 建 构 完 成 的 STL 网 格 图 檔 汇 入 Moldex3D/Designer 进行浇口与流道设计,最后 将建构完成的档案会入 Moldex3D/eDesign 进行 模流分析,并进行结果判读。整体研究流程如图
1。
2.2产品简介
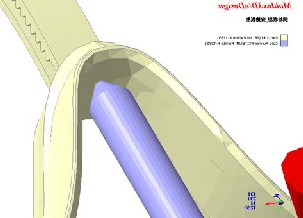
本模型为一眼镜之框架,利用 UG 绘图软件 所绘制(如图 2 所示),尺产品规格如下:
产品直径:147.13mm
产品高:58.58mm
产品厚度:27mm
2.3研究方法 2.31网格建构 在进行分析前,本研究利用 Moldex3D/Mesh 进行网格处理,此软件除了能分割网格也能进行 网格修整,并能进行流道的配置或是多模穴的规 划。本模型网格大小为 1 之三边型表面网格如图3,网格总面数约为 23802 面。
图 1.研究流程 图 2.镜框模型
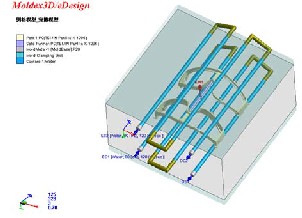
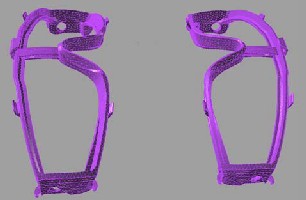 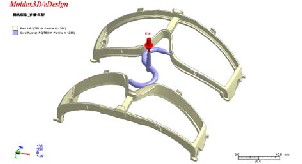 图 3.网格建构模型 图 4.原始设计 S 型流道 2.32 流道与浇口的设计
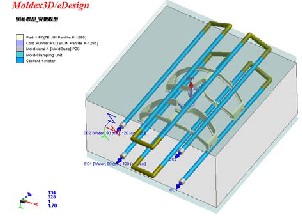
本研究主要是探讨不同流道设计对充填平 衡之影响,所以设计两种流道规划为 S 型流道与 I 型流道,并将流道属性设为冷流道,尺寸为 ψ5mm(如图 4~5)。浇口属性为冷浇口,型式选择为针点浇口,进浇位置则选择于鼻梁下方中间位置进浇,尺寸为 1.2~5mm(如图 6~7),但由于 S 流道设计因素,导致进浇位置则位于靠近进镜框 下侧。
2.33冷却水路设计
为了使水路有效的带走模具内的热量,使模 穴温度均匀分布,降低成品的变形量,冷却水路 的设计极为重要,本研究之模具设计采一模两 穴,水路设计为串结式水路,并设置于模具的上 下两方,上方距离 模具为 15mm , 下方则为 20mm,上下两则各配置 4 支水路,水路直径设 计为 8mm(如图 8~9)
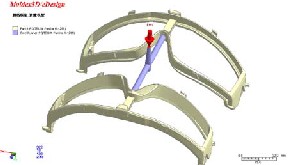 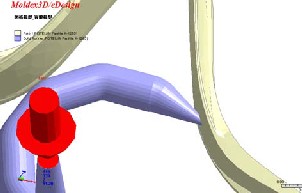 图 5.变更设计直线型流道 图 6.原始设计针点浇口
|
【CAE模具高校产学联盟官方网站】产学合作技术交流整合平台,拓宽学生就业方向的道路,促进产学合作技术交流,加快CAE模具成型技术的快速转移。
Copyright © 2002-2024 www.iCAx.org