Advanced Tooling for improving tool performance
The other main motivation for using DirectTool is to use the unique design possibilities of DMLS to improve the performance of tooling, i.e. to gain benefits in the production process after the tool has been manufactured. Of course this can in many cases be combined with cost and/or time saving during the tool production, but especially for large series production, any savings in the plastic part production can justify even increased costs in tool production.
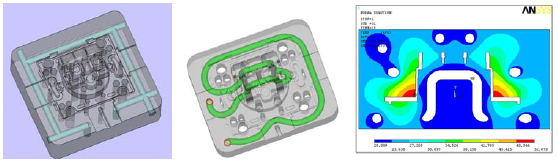
Figure 4: Electrical box. Many studies and examples have demonstrated the benefits of optimized cooling. Theoretical and practical investigations by PEP [1] have shown reductions of mould temperature by approx. 20°C (Fig. 4) and/or reduction of cycle time by 20 seconds. LBC has reported cycle time reductions of up to 60 percent and in one case a scrap rate reduction from 50 percent to zero by using DirectTool with optimized cooling [2].
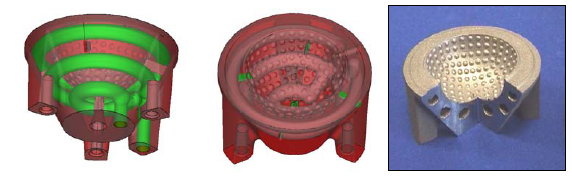
Figure 5: Blow mould for a golf ball. This was achieved by integrating venting slits into the rear side of the mould cavities, and selecting DMLS material and processing parameters to produce a slightly porous surface layer to allow gas to escape into the vents without creating any visible surface marks. It can be seen that the volume of the mould half was also kept to a minimum, thereby minimizing build time and costs. Eight such mould halves were combined to make a four-cavity tool, which was used to produce more than 20 million golf balls. Only around 50 hours build time was required, and the conformal cooling increased productivity by 20 percent. |