iCAx开思网
标题:
【微细加工组】 日本机械加工 切削梦想大赛 获奖作品 综合汇总
[打印本页]
作者:
iCAx开思网
时间:
2014-11-14 13:13
标题:
【微细加工组】 日本机械加工 切削梦想大赛 获奖作品 综合汇总
2004年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
作品名:喷嘴
会社名:有限会社オオヤギ制作所
评论 :和过去传统的喷嘴比较之下, 要比同一加工, 不论在扁心之间, 或直进度方面都优良许多, 精度要求是φ 0.1 mm穴、±0.002 mm。
材质:SUS303
加工机械 :NV4000 DCG
组别:微细加工组
奖项:银奖
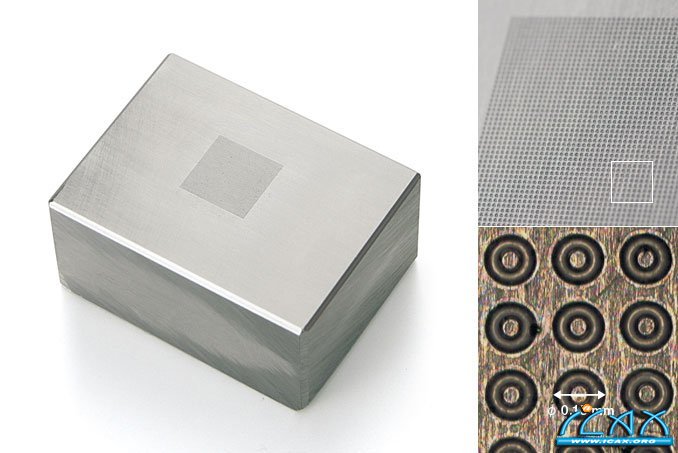
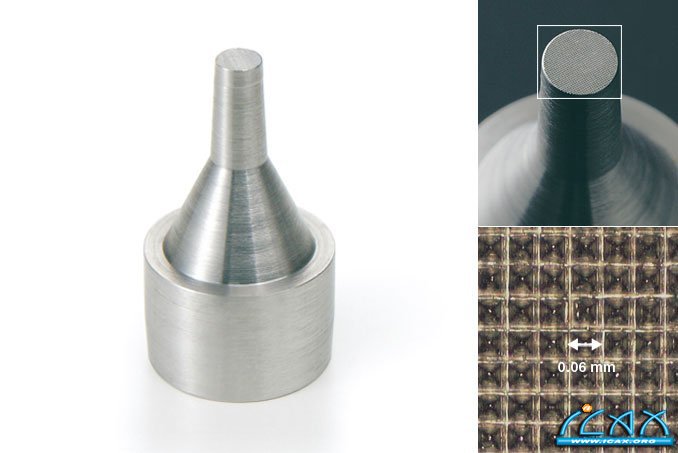
作品名:O型环模具(外径0.05 mm/内径0.05 mm)
会社名:株式会社オスカー技研
评论 :在1平方厘米內做2,500個的加工。精度要求是±0.005 mm。
材质:NAK55
加工机械 :SV-500B/40
组别:微细加工组
奖项:铜奖
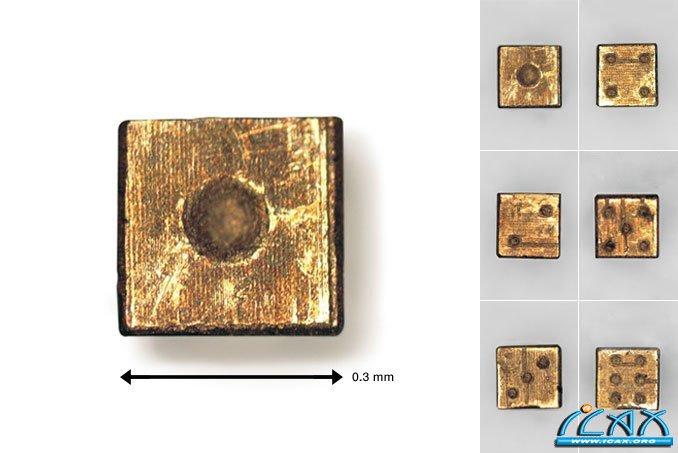
作品名:角0.3 mm骰子
会社名:株式会社入曽精密
评论 :关键技术做0.008 mm的面, 数字部份要做R0.03 mm的凹入部, 等于把机械加工充分发挥淋漓尽致。
材质:黄铜
加工机械 :NV4000 DCG
该贴已经同步到
iCAx开思网的微博
作者:
iCAx开思网
时间:
2014-11-14 13:15
本帖最后由 iCAx开思网 于 2014-11-14 14:42 编辑
组别:微细加工组
奖项:铜奖
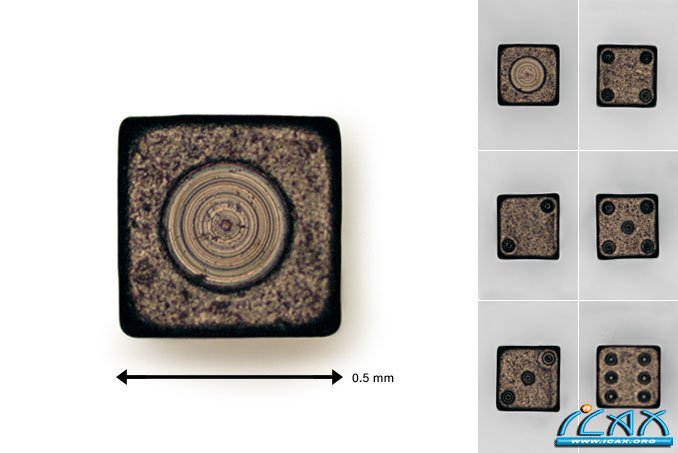
作品名:超小骰子
会社名:有限会社三翔精工
评论 :小到几乎无法用肉眼去判定, 尤其请留意在六个面有做出标志。
材质:伐(铁镍钴)
加工机械 :VM40Ⅱ
组别:微细加工组
奖项:技能奖
作品名:有刻印的顶针
会社名:株式会社ソルテック
评论 :主要诉求是说在硬化钢材可做雕刻加工, 或是在立壁上可做雕刻加工, 文字高度约0.18~0.2mm等, 皆是工具所制造的。
材质:SKH-51(60 HRC)
加工机械 :雕刻机
组别:微细加工组
奖项:技能奖
作品名:微小型机械用品
会社名:有限会社小野寺工作所
评论 :皆可加工尺寸φ2.4 mm的各方向, 全部有公差, 加工方法或工程数有增加, 但因不会消失,不会做坏, 并可做出精度, 故可视为集一般加工之大成。
材质:6061(航空机材)
加工机械 :VM40
作者:
iCAx开思网
时间:
2014-11-14 13:16
组别:微细加工组
奖项:技能奖
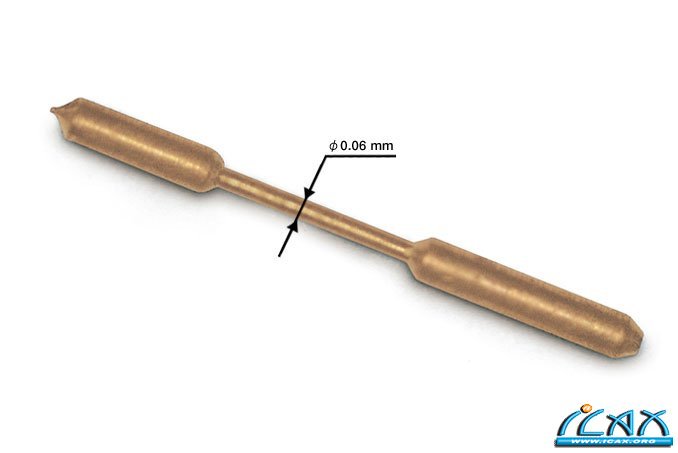
作品名:φ0.06 mm极小径加工
会社名:田上精机株式会社
评论 :这是用自动车床针对φ1.5 mm素材, 去测试极小径加工可处理到何种程度, 像这样的素材是极细的, 素材本身处理有其困难, 重要的是要从所有面去采取高度的熟练技术。
材质:C3604
加工机械 :车床
组别:微细加工组
奖项:技能奖
作品名:模具零件
会社名:有限会社川又制作所
评论 :比针的端部还细小, 要使用平刀径0.05 mm以下, 精度要求0.003mm。
材质:HPM38
加工机械 :加工中心
组别:微细加工组
奖项:技能奖
作品名:极小径穴加工技术
会社名:株式会社中田制作所
评论 :厚板上做出敝公司的商标沉头, 然后可以做出20 μm穴加工, 很少能将这么极微小孔的加工应用在铝合金, 甚至可连续做到四十八个微小到连肉眼都看不出的极微小加工。
材质:A5052
加工机械 :加工中心
作者:
iCAx开思网
时间:
2014-11-14 13:20
本帖最后由 iCAx开思网 于 2014-11-14 14:42 编辑
2005年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
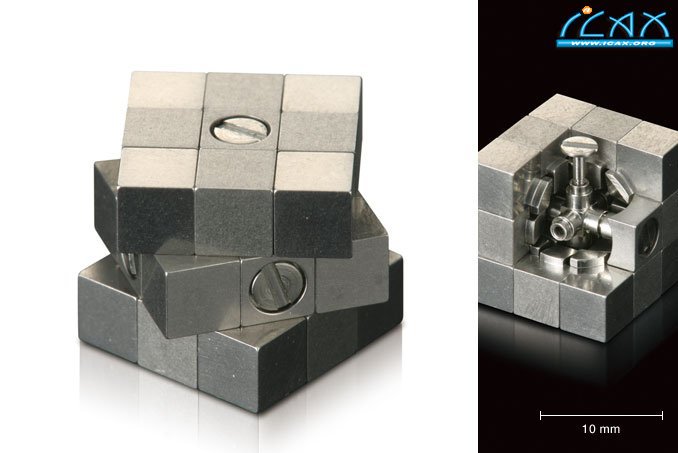
作品名:魔术方块
会社名:有限会社三翔精工
评论 :方块组立39个部品, 该部品包含要用小径螺丝加工的公模部品, 藉由夹具方法而才能完成高精密加工, 进而达到完美的旋转功能。
材质:SUS303
加工机械 :加工中心
组别:微细加工组
奖项:银奖
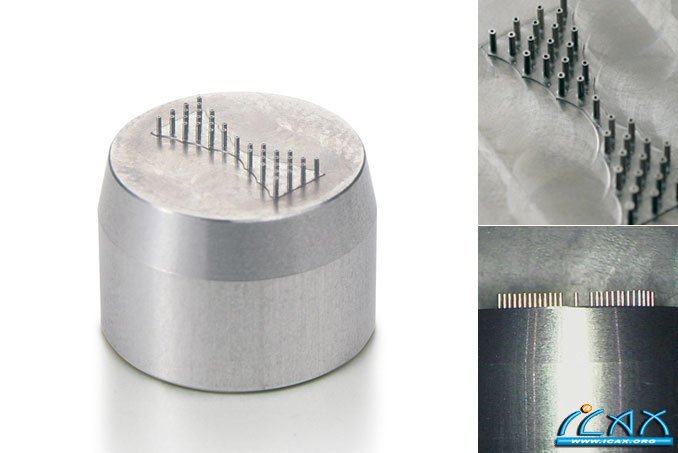
作品名:铁丝金字塔
会社名:株式会社スズキプレシオン
评论 :网状架构上0.6 mm的铁丝网, 呈现着金字塔形状, 在不使用切削以外工法之情况下,藉由一片Ti-6AL-4V,或3轴切削中心加工机来做削出处理。
材质:TI-6AL-4V
加工机械 :加工中心
组别:微细加工组
奖项:铜奖
作品名:切削毛发
会社名:日进工具株式会社
评论 :这是藉由平刀去对成人毛髪(粗度:约φ85 μm)所加工完成的作品, 加工范围起自孔穴加工, 直线沟, 文字雕刻到极细微加工,皆可迎刃而解。
材质:头发(φ85μm)
加工机械 :加工中心
组别:微细加工组
奖项:铜奖
作品名:支架(医疗用具)
会社名:株式会社ASCLE・Medich
评论 :采用工作机CLUMP方法, 或切削条件,或工具则可将不锈钢做到宽0.3 mm、肉厚0.05 mm的薄肉加工。
材质:SUS316
加工机械 :加工中心
[attach]1210499[/attach]
作者:
iCAx开思网
时间:
2014-11-14 13:22
组别:微细加工组
奖项:技能奖
作品名:金龟子
会社名:株式会社衣川制作所
评论 :针对手脚或触角部位, 使用小径的刀具加工, 关于细的部位所须的超威细加工, 在此作品上, 可深刻地感觉到其技术能力。
材质:SUS
加工机械 :NV4000 DCG
组别:微细加工组
奖项:技能奖
作品名:蓝色玫瑰花
会社名:株式会社入曽精密
评论 :使用φ6、φ4、φ2、φ1、φ0.6 mm等的工具做削出加工, 尤其刀具的旋转及其前进时间的搭配是非常困难的。
材质:尼龙
加工机械 :NV5000α1/40
组别:微细加工组
奖项:技能奖
作品名:极微细壁(幅10 μm×高さ20 μm)切削加工
会社名:株式会社中田制作所
评论 :这是不会把超薄肉的壁弄坏, 而是切削做成的作品, 为了把平面度做在1μm以内,要对毛边好好掌控加工, 同时也要考虑刀具和工作机之间的摩擦, 此外也要留意不要使刀锋发生焦黑。
材质:A5052
加工机械 :加工中心
作者:
iCAx开思网
时间:
2014-11-14 13:24
2006年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
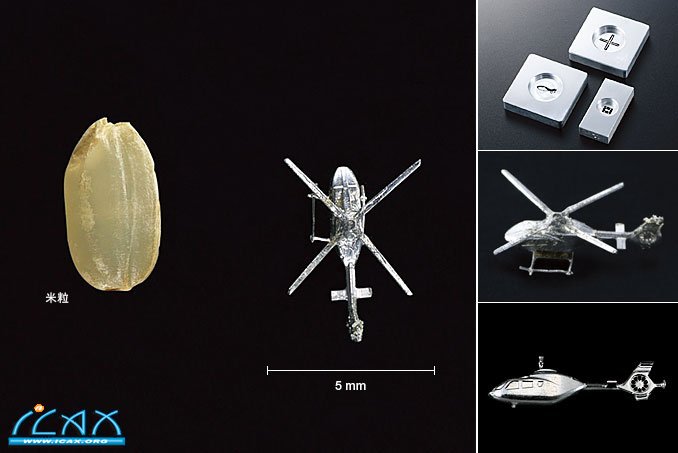
作品名:超小型直升机
会社名:株式会社仙北谷
评论 :超小型直升机是由三个零件切削组装而成,对用三分割所制作的各零件的加工和组立精度评价很高, 后部旋转翼的尾巴的加工切削, 可以说把微细加工的精髓发挥淋漓尽致。直升机旁边的参照物是一颗米粒。
材质:A5052
加工机械 :立式加工中心
获奖后的感想如下:
这次获奖觉得很高兴, 像我们中小企业信息很少, 所以不太有机会客观地评价我们自己的技术, 这次参展, 并承蒙评价, 实感我们目前过去的所为是正确的, 这作品最麻烦的是作品小到无法看出, 刀具又小, 刀具有确实切削到, 或没切削到是看不到的, 如不试着完成的话, 就感觉不知道它究竟是否已完成了, 直升机重要三部位分别是羽部, 主体, 脚部所构成的, 一边用显微镜看, 一边须要技术员去切割它,组立它, 所以说最后要靠人的技术. 拥有任何人也学不来的工匠技艺, 才能做出这次作品的。
组别:微细加工组
奖项:银奖
作品名:尖刺艺术
会社名:株式会社仙北谷
评论 :挑战了把不均衡的形状要如何加工, 藉由高速切削中心加工机, 和CAD/CAM做细加工而成的。
材质:A7075
加工机械 :卧式加工中心
获奖后的感想如下:
继去年又于这次获得银牌, 这次作品比上次形状来得又脆弱, 又不易加工, 且须要高度技术, 这作品平常一边做事, 一边在脑海里所想出构想的, 先用加工, 接着好好思考选定工具, 及其加工方法, 最后在机械里将它实现出, 创作作品和平常接受客户定单的工作是不同的, 而是感觉在参展时, 追求一个名叫梦的东西, 一边做一边觉得乐趣无比, 结果获得银牌奖, 但认为参展很有意义, 不是仅为了参展而花费很多时间, 其实也等于说我们具有这么好的技术, 我们一直想把所创造出作品的技术, 也能活用在实际的工作上.
组别:微细加工组
奖项:铜奖
作品名:【L/D154】
会社名:近藤精密株式会社
评论 :这作品是把主轴旋转后马上再用虎头钳把弯曲无强度的素材夹紧, 在小径做加工而成的, 外径不会出现车床的痕迹。
材质:黄铜
加工机械 :NL3000MC/700
作者:
iCAx开思网
时间:
2014-11-14 13:26
组别:微细加工组
奖项:铜奖
作品名:脚踏车
会社名:株式会社カワマタ・テクノス
评论 :基本框架, 轮胎φ0.2 mm,炼条φ0.06 mm,甚至在框架上雕刻φ0.03 mm文字,不用5轴机, 而用3轴机来加工, 这是完成作品的关键点。
材质:NAK55
加工机械 :立式加工中心
组别:微细加工组
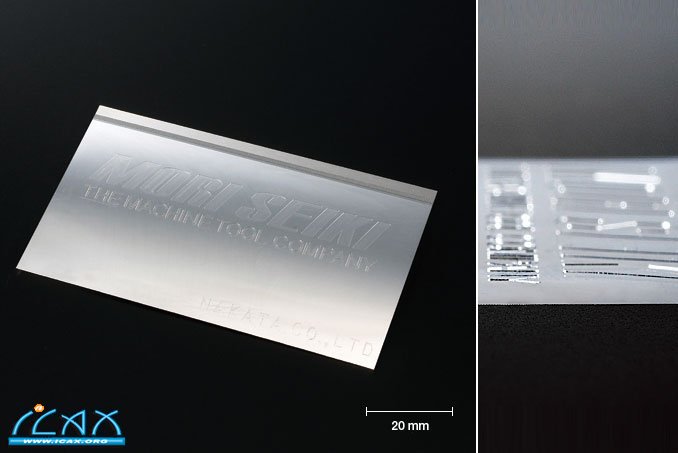
奖项:技能奖
作品名:薄板镜面切削加工
会社名:株式会社中田制作所
评论 :把切削加工所做出1mm厚度的板, 薄薄地加工到100 μm(公差10 μm以内),甚至也能把面粗度加工到Ra 0.02 mm的镜面, 位在表面中央部的森精机制作所的商标深度, 也能切削到30 μm。
材质:A5052
加工机械 :立式加工中心
组别:微细加工组
奖项:创意奖
作品名:3D涡卷线
会社名:有限会社阿古屋プレス工业所
评论 :φ1 mm(有効长12 mm)的球刀加工, 為了控制加工物的歪斜和變形, 所以關鍵重點是, 例如考慮加工先後順序, 或製作治具等。
材质:A2017
加工机械 :多轴机
作者:
iCAx开思网
时间:
2014-11-14 13:28
2007年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
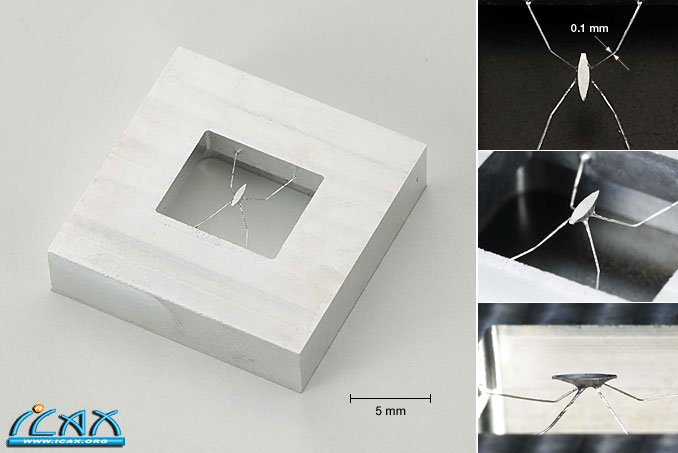
作品名:水黾
会社名:株式会社アコヤハイテック(旧有限会社阿古屋プレス工业所)
评论 :水黾的脚部φ0.1 mm加工可说是极微细加工, 不仅细细长长,而且弯弯曲曲, 故是个加工度极难的作品
材质:A5454
加工机械 :立式加工中心
加工时间:360分钟
获奖感言:
去年荣获创意奖后, 这次又获金牌奖, 实感光荣, 弯曲的脚部加工时, 非常费工, 在绞尽脑汁时, 或许可说突然闪出这创意, 加上采用过去所历练的加工经验, 才成功地完成切削, 最后承蒙业务人员的协助, 终于赶上参展, 目前敝公司压铸部门和切削部门是分开的, 今后要对切削部门多灌注些力量, 希望明年能挑战更新的作品。
组别:微细加工组
奖项:银奖
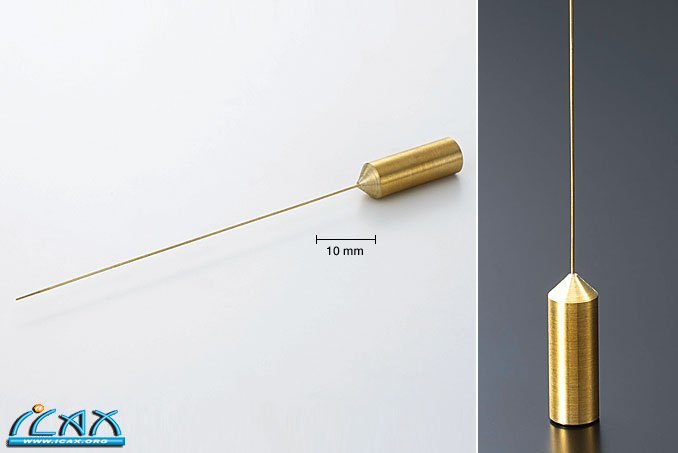
作品名:火山口般的顶针
会社名:近藤精密株式会社
评论 :内径外径都有做斜度加工的孔穴底部起, 到φ0.8 mm×45 mm顶针突出, 是个很坚难的加工形状, 把这用车床去做同心度0.01 mm以下的加工技术也是很坚难的。
材质:铝
加工机械 :SL2500Y
加工时间:120分钟
获奖感言:
敝公司主要是生产小数量多品种, 参展的作品是一种从斜孔底部起, 把顶针做顶出的形状, 内径加工是困难的, 甚至材质是软材质, 使用铝合金, 看过这材质的人, 可能会认为这究竟是怎样做成的呢? 这次是第三次参展, 我们不仅对自己的作品投入很多心血, 也会顺便参看其他参展的作品, 使我们不得不自我思考, 故让我们深感获益良多, 觉得很高兴获得这样的激励, 今后, 敝公司的营业方针, 则是积极地从事其他公司所无法处理的高难度加工, 建立独特属于自己技术的知识产权, 并同时做好合乎市场要求的成品高精度和低成本的优势。
组别:微细加工组
奖项:铜奖
作品名:笼中鸟
会社名:株式会社衣川制作所 <京都试作ネット构成企业>
评论 :把小笼子和笼中的小鸟切削加工, 单单那两支直径0.4 mm的脚, 使之站立, 和翅膀般的制做之精美, 皆受到很高得评价 。
材质:AL5052
加工机械 :NV4000 DCG
加工时间:420分钟
作者:
iCAx开思网
时间:
2014-11-14 13:32
2008年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
作品名:牙刷
会社名:株式会社シティプラスチック
评论 :获得好评的理由有二, 一是把塑料φ0.3 mm×12 mm的毛刷表现出, 及其高超的密度, 能够一体削出也令人惊讶。
材质:PEEK(超耐热性树脂)
加工机械 :NT4200 DCG
加工时间:30个小时
获奖感言:
获颁金牌真得很感谢, 从全公司员工汇集好的构想, 才做出毛刷,虽专注一体削出一事, 但关于热变型, 鼓风, 毛刷部的振动, 断裂, 塑料加工最大的难题「毛边掌控」等方面, 是很艰辛的了. 实际加工时, 应可简单地加工到高10mm,却被稍后的2mm阻碍,一直加工失败, 只好改做φ0.5 mm降低加工高度的方式, 来妥协先前无法完成的加工, 但已经做到这程度了, 因想实现能表现牙刷的规格, 故坚持到最后能做到的, 这就是藉由大家的智慧完成「Team City Plastic」技术结晶。
组别:微细加工组
奖项:银奖
作品名:蚁
会社名:株式会社衣川制作所 <京都试作ネット构成企业>
评论 :获高度好评的内容, 例如遍及每个细部的模型加工良好, 钳工处理完美, 造形的完成度很高, 尤其它的触角技术力的高超更获赞美。
材质:A5052
加工机械 :NV4000 DCG
加工时间:10个小时
获奖感言:
从第一次就参展, 第二次获技能奖, 昨年第四次获铜牌奖, 这次则获银牌奖, 让我们感觉公司有进步成长, 我们公司是擅长于微细加工, 这次参展主题是以从前的作品为根基, 再以要得奖的理念而制作的了, 当时, 最令人烦恼的是关于脚和触觉要如何保留下来, 事实上, 触觉断了好几次, 连续试行错误, 参展变成敝公司很重要的指标, 也可说是年青同仁想要去追求什么理想的一个好场所, 协助主办的京都试作ネット里有许多获奖的企业, 敝公司有一种感觉想要追过或越过那些企业, 下次敝公司一定要超越这次作品, 并希望能获得金牌。
组别:微细加工组
奖项:铜奖
作品名:蜘蛛网管
会社名:株式会社スズキプレシオン
评论 :下列事项颇受好评, 小径薄肉加工, 雕刻技术力的高超, 微细沟加工时, 不破裂, 不变形, 而实现加工, 实令人感佩。
材质:AZ31(镁合金)
加工机械 :多轴加工机
加工时间:40分钟
作者:
iCAx开思网
时间:
2014-11-14 13:33
组别:微细加工组
奖项:铜奖
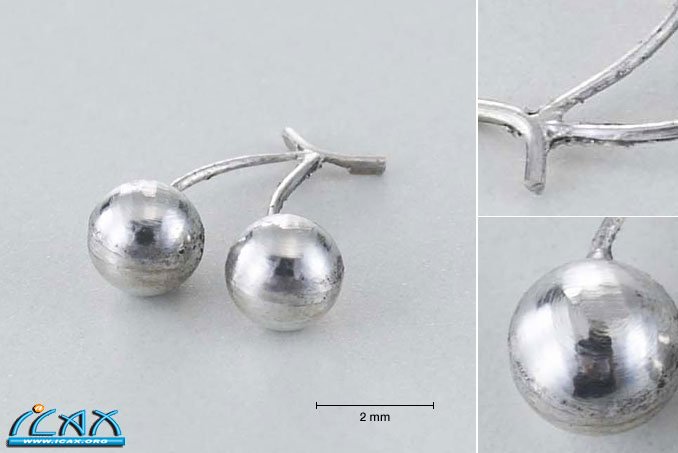
作品名:超小樱桃
会社名:株式会社アコヤハイテック
评论 :获高度评価是因虽然微细, 但真正成就是钳工完美, 我认为针对固定方法和加工方法下了很大的心血。
材质:A5454-H112
加工机械 :立式加工中心
加工时间:240分钟
组别:微细加工组
奖项:技能奖
作品名:金字塔群
会社名:株式会社フォワード
评论 :使用钛合金的细肋作成金字塔形状, 难削材的微细加工颇获好评。
材质:钛
加工机械 :立式加工中心
加工时间:720分钟
组别:微细加工组
奖项:技能奖
作品名:光
会社名:株式会社佐藤工作所
评论 :薄肉一体加工的高超技术颇获好评, 我认为加工顺序方面也花了很大功夫。
材质:A6030
加工机械 :NV5000
加工时间:600分钟
作者:
iCAx开思网
时间:
2014-11-14 13:36
2009年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
作品名:微型立体回转式的过滤器
会社名:株式会社中田制作所
评论 :此作有多个方面受到高度评价, 例如微细的肋加工, 沟加工, 贯通孔加工等等, 我想作品的固定方法也下了很大工夫了, 并也把复杂形状高精度地加工了。
材质:A5052
加工机械 :立式加工中心
加工时间:41小时40分钟
获奖感言:
荣获金牌奖, 说起纯粹高兴是真实的心情, 因作品小, 随着加工的进展, 强度却低落, 当时无法忍受丝毫的冲击, 团队组成后, 就努力地思考有关加工方法的选定及其顺序, 或专用的治具, 或加工条件等, 这次我担当加工和工作安排的角色, 所以我在想自己要提出创意, 要怎样加工去制作怎样的形状, 或要制作怎样的治具等事项。
组别:微细加工组
奖项:银奖
作品名:线圆顶
会社名:太阳ゴム工材株式会社
评论 :这作品特色是不仅把圆顶的节孔上的尖塔加工得很好, 架桥的细部也做得很好。
材质:ABS,POM
加工机械 :NV6000 DCG
加工时间:25小时
组别:微细加工组
奖项:铜奖
作品名:世界上最小的微型剪刀
会社名:株式会社衣川製作所 <京都試作ネット構成企業>
评论 :这是世界上最小的剪刀,展开的宽度只有2毫米,比一颗米粒的还小,可想而知加工的难度,细节部位几乎需要用放大镜来看,参赛都工作熟练的微细加工技术和理念实在让人敬佩。
材质:钛
加工机械 :NV4000 DCG
加工时间:8小时
作者:
iCAx开思网
时间:
2014-11-14 13:37
组别:微细加工组
奖项:铜奖
作品名:迷你玩具拼图「宪政三美人」
会社名:Kiss-Design <株式会社衣川制作所 CA技术课内>
评论 :宪政三美人微型拼图,图面宽辐不到20mm,虽然其为细微,但图面上的人物精巧得让人很惊讶。
材质:钢铁SUS Purehadon
加工机械 :NV4000 DCG
加工时间:15小时
组别:微细加工组
奖项:技能奖
作品名:压克力球, 压克力台架
会社名:野田プラスチック精工株式会社
评论 :获好评的原因是球状和台架具有的完美度和透明度。
材质:压克力
加工机械 :立式加工中心、车床
加工时间:4小时
作者:
iCAx开思网
时间:
2014-11-14 13:39
2011年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
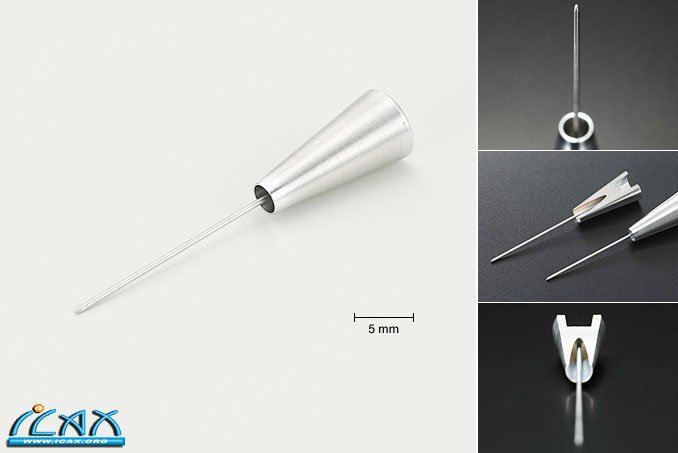
奖项:金奖
作品名:微型钳子
会社名:株式会社衣川制作所
评论 :首先, 关于3件部品, 先把φ1 mm径内做出的部位为重点, 在上杯, 下杯的先端具有切裂细胞的尖锐端边是有其必要性, 但在加工之际, 得好好思考面的优先顺位先后, 接着, 为了吸入下杯细胞的口袋加工时, 特别要留意歪斜现像
材质:SUS
加工机械 :NV4000 DCG
加工时间:20个小时
把微细可动的零件精密地加工出来是值得肯定的, 为了做出尖锐的端边, 见识到技术员在加工面优先顺位方面所作的努力. 大家注意看旁边的标尺。
组别:微细加工组
奖项:银奖
作品名:线框 □1mm
会社名:野田プラスチック精工株式会社
评论 :
・一直有注意不要因钳榨压力而造成形状歪斜
・防止加工中的作品出现浮出
・要提高治具位置的精准度
材质:PPS
加工机械 :立式加工中心
加工时间:20分钟
作者:
iCAx开思网
时间:
2014-11-14 13:40
组别:微细加工组
奖项:铜奖
作品名:筷子
会社名:株式会社仙北谷
评论 :筷子全长6.4mm,前端宽50μm, 筷子虽被筷枕所固定, 但因很细小, 所以不好好处理就会断掉。 加工条件试行错误, 用φ0.1球刀 30,000回转, 使用低粘度切削油。另外, 为了使切削刀具的芯震动要弄在最小, 而使用烧嵌桿才完成这作品的
材质:A5052
加工机械 :立式加工中心
加工时间:120分钟
组别:微细加工组
奖项:技能奖
作品名:柱φ0.03×L0.5切削
会社名:ナップ株式会社
评论 :切削A5052材。在加工方法条件等方面相当地花了心血。铝材做出φ0.03左右的径, 结果变成比想象的更柔软。
材质:A5052
加工机械 :立式加工中心
加工时间:120分钟
作者:
iCAx开思网
时间:
2014-11-14 13:41
本帖最后由 iCAx开思网 于 2014-11-18 11:11 编辑
2011年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
作品名:微型钳子
会社名:株式会社衣川制作所
评论 :首先, 关于3件部品, 先把φ1 mm径内做出的部位为重点, 在上杯, 下杯的先端具有切裂细胞的尖锐端边是有其必要性, 但在加工之际, 得好好思考面的优先顺位先后, 接着, 为了吸入下杯细胞的口袋加工时, 特别要留意歪斜现像
材质:SUS
加工机械 :NV4000 DCG
加工时间:20个小时
把微细可动的零件精密地加工出来是值得肯定的, 为了做出尖锐的端边, 见识到技术员在加工面优先顺位方面所作的努力. 大家注意看旁边的标尺。
组别:微细加工组
奖项:银奖
作品名:线框 □1mm
会社名:野田プラスチック精工株式会社
评论 :
・一直有注意不要因钳榨压力而造成形状歪斜
・防止加工中的作品出现浮出
・要提高治具位置的精准度
材质:PPS
加工机械 :立式加工中心
加工时间:20分钟
作者:
iCAx开思网
时间:
2014-11-14 13:41
本帖最后由 iCAx开思网 于 2014-11-18 11:11 编辑
组别:微细加工组
奖项:铜奖
作品名:筷子
会社名:株式会社仙北谷
评论 :筷子全长6.4mm,前端宽50μm, 筷子虽被筷枕所固定, 但因很细小, 所以不好好处理就会断掉。 加工条件试行错误, 用φ0.1球刀 30,000回转, 使用低粘度切削油。另外, 为了使切削刀具的芯震动要弄在最小, 而使用烧嵌桿才完成这作品的
材质:A5052
加工机械 :立式加工中心
加工时间:120分钟
组别:微细加工组
奖项:技能奖
作品名:柱φ0.03×L0.5切削
会社名:ナップ株式会社
评论 :切削A5052材。在加工方法条件等方面相当地花了心血。铝材做出φ0.03左右的径, 结果变成比想象的更柔软。
材质:A5052
加工机械 :立式加工中心
加工时间:120分钟
作者:
iCAx开思网
时间:
2014-11-14 13:41
本帖最后由 iCAx开思网 于 2014-11-18 11:13 编辑
2014年日本机械加工-切削梦想大赛-获奖作品
组别:微细加工组
奖项:金奖
作品名:シャープ芯スパイラル加工
会社名:野田プラスチック精工株式会社(愛知県小牧市)
组别:微细加工组
奖项:银奖
作品名:Wワイヤーフレーム
会社名:野田プラスチック精工株式会社(愛知県小牧市)
作者:
iCAx开思网
时间:
2014-11-14 13:41
本帖最后由 iCAx开思网 于 2014-11-18 11:14 编辑
组别:微细加工组
奖项:铜奖
作品名:技術の卵
会社名:株式会社 後藤精機(神奈川県横浜市)
组别:微细加工组
奖项:アイディア賞
作品名:小さい食器
会社名:株式会社 仙北谷(神奈川県横浜市)
作者:
sunluo
时间:
2014-11-17 15:44
一贴又一贴,犹如一鞭又一鞭的鞭策着国人的机械加工技术!唯有超越,完成自己的小梦想,共筑中国梦!
作者:
寂静岭
时间:
2015-12-21 15:48
瞅瞅~~~~~~~~~
欢迎光临 iCAx开思网 (https://www.icax.org/)
Powered by Discuz! X3.3